Floam: A Sustainable Styrofoam Alternative
Nihira Vidhya Bondalapati
Louis Riel School
Grade 8
Presentation
Problem
Problem:
Using vegan ingredients to reduce environmental impact, this project will attempt to manufacture a functionally viable alternative to Polystyrene foam that not only is sustainable in its ingredients, but also its process to create it. The packaging industry plays a significant role in environmental harm due to the use of non-biodegradable materials like Polystyrene. Polystyrene is a synthetic material that releases styrene fumes that are carcinogenic when incinerated. 100s of people are working on alternatives yet they are still using one of the same processes that Polystyrene uses for making Polystyrene Foam. If this project were to eliminate Extruded/Expanded Polystyrene from the packaging industry entirely, then the product would have to surpass its production rate, strength, water resistance, fire resistance, and lightweight portability.
Background Research Phase:
This is research before any development trials.
Basic Research:
1. What is the carbon footprint of the packaging industry?
According to sources (1), in 2019, plastics contributed 1.8 billion tons of greenhouse gas emissions into the atmosphere yearly globally, which is equivalent to the aviation and shipping industries combined. The percentage of greenhouse gas emissions plastics produce is 3.4% yearly globally. As sources (2) suggest, “plastics” refer to the packaging industry, as previously mentioned, and it might triple in 2060 if unprepared. When identifying Polystyrene’s impact through sources (3), it mentions that “over 5 billion pounds of Polystyrene end up in our landfills and waterways each year… 25-35% of all landfill waste…”; and that “Polystyrene that sits in landfills releases methane gases that have over 20 times the ozone-destroying potency as CO₂ emissions.”(Sources: 3, N/A)
2. What does the packaging industry prioritize when creating products?
Suggested by sources (4), the 6 Characteristics of Good Packaging are easy to use, protective, adaptable, development, branded packaging design, and eco-friendly packaging materials. This applies to each layer of the packaging industry; the levels being primary packaging, secondary packaging, tertiary packaging, and flexible packaging, as mentioned by sources (5). Analyzed by sources (6), around 43% of customers are paying higher costs for sustainable packaging, leading the packaging industry to boost its usage of reusable packaging to provide for the rising demand. Sources (6) also suggest that a total of 75% of people who do not use reusable packaging are either concerned by the higher costs [39%] or lack of options [36%]. This would mean the packaging industry must balance expenditure, endurance, and eco-friendliness to appeal to the global marketplace. Specifically in food products, Sources (7) depict that packaging should also follow FDA guidelines on safe materials to use so that food poisoning or worse would not happen. As sources (8) speak upon, the main cost factors are raw materials, production methods, supply chain organization, and compliance and certifications.
3. What are the risks that most factories go through when manufacturing any product for the packaging industry?
The 9 packaging supply chain risks and their impacts, as alluded to in Source (9), are raw material shortage, transportation delays, quality control issues, regulatory changes and compliance challenges, supplier vulnerabilities and disruptions, increased costs and budget overruns, production delays and missed deadlines, impaired product quality and customer satisfaction, and reputational damage and loss of market share. These are all corporate concerns or concerns that white-collar employees deal with. For blue-collar workers, however, the concerns are going to be vastly different and potentially dangerous. Sources (10) identify that factory workers in the packaging industry have six potential risks. The risks are equipment failure, vibration, repetitive motion injuries, noise, slips, and falls, and, most importantly noted in this project, exposure to hazards. Also noted in sources (10) is the number of workers that are getting injured. “On-the-job injuries do not just affect manufacturing workers — they also impact manufacturers’ bottom lines… In 2020, private manufacturers reported 373,300 nonfatal injuries and illnesses, 36.4% of which required days away from work… In many cases, on-the-job injuries cause prolonged — or permanent — productivity losses. According to the National Safety Council, they accounted for around 70 million of the 103 million lost workdays in 2021. The other 33 million were from permanently disabling injuries. On average, that adds up to a loss of 150 days per worker.” (Sources: 10, April 24, 2024.) These numerical statistics are alarming, and all know this is mostly because of what the blue-collar workers are handling. Polystyrene is a chemical product, meaning that risks in the factory would be exponential. Chemical materials always require careful handling and extended periods of time to ensure workers are healthy after work. Despite this, as mentioned by sources (11, 12), the packaging industry produces 141,000,000 tons of plastic packaging annually, or 2.06 kilograms of plastic packaging per hour per person in the industry, disregarding the fact that each person would also include white-collar workers.
4. What regulations do developed countries have on packaging, and how does that compare to other countries worldwide?
As depicted by sources (13), the European Union was the first to establish significant packaging standards by 1985. From then onwards, the 1994 Packaging and Packaging Waste Directive was there to set rules. The rules were on recycled packaging materials, minimizing packaging volume and weight, and designing packaging to allow for reuse or recovery through material recycling, energy recovery, composting, or biodegradation. The PPWD went through several changes’ multiple times, most recently in 2018. It has also prohibited lightweight packaging like Polystyrene. This, however, only applies to the EU. While other European countries, such as Norway and Sweden, have systems like the PPWD, other countries on other continents have not yet established such systems. In 2020, the USA’s federal legislators proposed legislation towards plastic packaging, and in 2019, Maine and Maryland were the first to ban polystyrene foam containers in the USA. In December 2020, China’s Ministry of Commerce introduced a new system for retailers to report the amount of plastic they use to reduce the amount. Canada is one of the several countries worldwide that target single-use plastic. (Sources: 14, February 13th, 2024) In this diagram, most of North America, Europe, upper Asia and South America, and Australia have EPR systems.
In this diagram, most of North America, Europe, upper Asia and South America, and Australia have EPR systems. 
 (Sources: 15, October 10th, 2025)
In this diagram, most of North America, Europe, and Australia are zones containing developed countries. When comparing the two diagrams, they overlap. This means that developing countries are grappling with packaging regulations.
(Sources: 15, October 10th, 2025)
In this diagram, most of North America, Europe, and Australia are zones containing developed countries. When comparing the two diagrams, they overlap. This means that developing countries are grappling with packaging regulations.
EPS/XPS Research:
5. How is XPS/EPS produced: its ingredients and their source, the factory and its energy and pollution management, and its uses worldwide?
Polystyrene first originated from oil and gas, according to sources (16), specifically the synthetic hydrocarbon Styrene. Styrene comes from petroleum and other natural gases, but researchers are looking for bio-based Styrene as described by sources (17). Styrene comes from Ethylbenzene, made from Ethylene and Benzene. Sources (18) indicate that Ethylene comes from Ethane mostly in North America, Naphtha mostly in Asia, and Propane. Ethane comes from shale gas primarily in the USA, while Naphtha is a gas in Asia. It then goes through a process called Steam-Cracking. This process starts with “feeding” Ethane, Naphtha, or Propane into a Steam-Cracker furnace full of steam, and then the furnace heats up to 750-950°C to break molecular bonds with Hydrocarbons (Mostly C₂H₆ for Ethane). This creates Ethylene along with byproducts such as the necessary Benzene for Ethylbenzene. Ethylene is one of the most carbon-heavy industrial chemicals, as Steam-Cracking produces 260,00,000 metric tons of CO₂ a year (93). Benzene, on the other side of Ethylbenzene, also uses Naphtha, while also using Hydrogen and Toluene, as said by sources (20). Benzene also uses Steam-Cracking because the 2 chemicals use the same process, but it has another primary method called Catalytic Reforming. This process is the Dehydrogenation of Naphtha, a process that removes Hydrogen atoms defined by sources (18), turning it into Benzene and other chemicals. Defined by sources (21), a Catalyst in the chemical industry is a substance that boosts chemical reactions without degradation. The catalysts used for turning Naphtha into Benzene are based on Platinum, as it is a material that works as a cost-effective and environmentally friendly Catalyst. As described by sources (20), Benzene is Carcinogenic, meaning it causes cancer and is incredibly toxic. Workers must wear protective equipment to ensure safety while managing Benzene. With Benzene and Ethylene complete, Ethylene gas is reacted with Benzene to form Ethylbenzene in the presence of a Catalyst, as per sources (22). The Ethylene gas “feed” is around 3-50% Ethylene, 20% Methane, and 30-77% other Hydrocarbons, as said by sources (23). Now that Ethylbenzene exists, it undergoes Dehydrogenation to transform it into Styrene, as informed by sources (18). The Styrene then goes through distillation. Initiators help Styrene monomers bind, such as heat or Benzoyl Peroxide, which is in skincare, in the Polymerization process. The monomers of Styrene then bond together into long chains of Polystyrene. Polystyrene pellets go to create various plastic products. The main products the project focuses on are Expanded Polystyrene (EPS) and Extruded Polystyrene (XPS), as these 2 are the most common packaging products, sometimes confused with Styrofoam. Styrofoam is a brand of XPS by DuPont; it should not be confused with the products themselves. EPS forms by expanding Polystyrene pellets in a steam chamber, as per source (16). The chamber is 200°C, and causes Pentane gas to escape from the pellets, letting air in to expand 40-50 times their original size. Factories store the expanded pellets in sacks before sending them into a Block Mold machine. The greater the number of pellets per cubic meter, the denser the product. This process takes only 4-10 minutes to create a block that is about 7.2 cubic meters, or 7,200,000 cubic centimeters. It is then set to mature for about 10-30 days before cutting and completing its creation as per sources (17). XPS also forms with gases, but instead of the broad air mixture, it is usually CO₂ in an extruder, which melts and binds the plastic with CO₂ as per sources (24, 25). It goes through a grinder that does not grind but flattens the XPS until it is ready for packaging. According to sources (18), EPS protects fragile items like glass during shipment or insulation for homes. Sources (24) also depict that XPS’s functions are insulation and packaging like EPS as well, but for slightly tougher items than glass, like food products. The 2 products are everywhere, even if you cannot see them globally. As mentioned by sources (26, 27), factories get rid of chemical waste by recycling products, waste-to-energy methods, and treatment and detoxification. But the major methods are landfilling and incineration, which damage the environment and the health of many, as dangerous carcinogens could cause cancer and other life-threatening diseases.
| Types of Polystyrene & their Creation | Ingredients | Process | Usage |
|---|---|---|---|
| EPS (Expanded Polystyrene) | Polystyrene, Pentane gas | Expansion | Fragile Item Packaging |
| XPS (Extruded Polystyrene) | Polystyrene, CO₂ | Extrusion | Insulation and Fragile Item Packaging |
6. What is the density of EPS and XPS, and how does it achieve its density?
Backed by sources (30), EPS, however, completely morphs the scale. EPS is 95-98% air while 2-5% Polystyrene, leading to its incredibly small weight of 0.011-0.032 g/cm³, almost 10 times lighter. Detailed by sources (28), XPS weighs 0.032–0.045 g/cm³, slightly higher than EPS yet the same. This is because XPS forms with gases as well, but it made to be more durable. These results mean that the density of the product depends on air content and material rather than other factors.
| Types of Polystyrene & their Density | Density |
|---|---|
| EPS (Expanded Polystyrene) | 0.011-0.032 g/cm³ |
| XPS (Extruded Polystyrene) | 0.032–0.045 g/cm³ |
7. What is the strength of EPS/XPS, and how does it achieve its strength?
Sources (29) suggest that there are 6 types of strength to consider: tensile, yield, compressive, shear, fatigue, and impact. Of the 6 strengths, the 2, tensile and compressive are the most important in the packaging industry. To measure it, this project will use megapascals and joules per meter (MPa, J/m). EPS has a tensile strength of 0.2-0.7 MPa, a compressive strength of 0.07-0.25 MPa, as described by sources (30). As demonstrated by sources (31), XPS has a tensile strength of 0.45 MPa, a compressive strength of 0.25 MPa, and a similar impact strength to EPS, higher, as it has no impact strength results either. XPS’s results are like EPS because they are both mostly gaseous, but XPS is higher due to the gases themselves, and extrusion.
| Types of Polystyrene & their Strength | Compression | Tensile |
|---|---|---|
| EPS (Expanded Polystyrene) | 0.07-0.25 MPa | 0.2-0.7 MPa |
| XPS (Extruded Polystyrene) | 0.25 MPa | 0.45 MPa |
8. What is the permeability of Polystyrene, and how does it resist water?
Sources (32) identify that for measuring permeability water by weight is the standard, meaning the percentage of water absorbed compared to its own mass. For the sake of simplicity, this project will use the standard of 100 grams of mass as a representative of the total mass, so it would be “X” grams/100 grams instead of “X” % water by weight. XPS has a permeability of 0.3 grams/100 grams, as sources suggest (28). This is because XPS is mostly gas, but it is still quite water-resistant for a foam product, making it perfect for insulation. As per sources (30) EPS has the highest permeability of 2-3 grams/100 grams, about 10-30 times higher than the rest of the Polystyrene groups. This is because EPS has many air pockets that water can percolate through, as it is a foam product.
| Types of Polystyrene & their Permeability | grams / 100 grams (water by weight) |
|---|---|
| EPS (Expanded Polystyrene) | 2-3 grams/100 grams |
| XPS (Extruded Polystyrene) | 0.3 grams/100 grams |
9. Does EPS/XPS protect products from fire exposure, and how does it do so if it does?
Polystyrene in general is not only flammable but also combustible according to sources (33). EPS burns like regular hydrocarbons, like wood and paper, releasing carbon dioxide as it burns the 2-5% of true Polystyrene in its form, as investigated by sources (34). XPS is also like EPS in burning, but it burns much worse, as mentioned by sources (35). In conclusion, the more durable the plastic product is, the worse it burns. But this project does not emphasize on the word “durable” in the previous sentence; it emphasizes “plastic.” Plastic is inherently flammable due to its synthetic nature. Flame retardants only help prevent ignition from happening quickly, but they do not prevent the fire itself from detrimentally affecting its surroundings. Eco-friendly products ensure the product can char without releasing toxic fumes. This project will attempt to not only create a flame-retardant product but also try to make it flame-resistant if possible.
| Types of Polystyrene & their problems from fire | Problems from fire |
|---|---|
| EPS (Expanded Polystyrene) | Burns like wood and paper. |
| XPS (Extruded Polystyrene) | Burns like wood covered in carcinogens |
Current Alternatives Research:
10. What are some of the current alternatives to Polystyrene?
According to sources (36), there are five current alternatives: the source’s own packaging, Cruz foam, Polylactic acid lined paper, edible packing peanuts, plantable packaging, and mineral-filled Polypropylene. Other sources (37) list 6 other alternatives 6: Corn-based packaging, Starch-based loose-fill packaging, Biodegradable foam, Molded pulp, Paperboard, and Corrugated fiberboard. Most of these alternatives are specifically compostable in industrial settings and are also sometimes high-priced. However, these liabilities are not as concerning as Polystyrene’s impact, which is why they are popular in commerce nowadays. As many cities like New York and 8 states across the USA, along with Europe and Oceania, as said by sources (38), are banning Polystyrene, these alternatives are skyrocketing across markets for being the most creative and innovative solutions available today for packaging.
11. How are the most viable alternatives manufactured: their ingredients and sources, the factory and its energy and waste management?
This project will look through 4 of the most viable alternatives specifically for Polystyrene. Polystyrene in this project is for packaging and insulation, so this project will target the specific alternatives that are for such. The best alternatives so far are Cruz foam, Edible packing peanuts, Biodegradable foam, and Molded pulp. Cruz foam, depicted by sources (39, 40), comes from Chitin, which makes crab and shrimp shells as durable as they are. The product also comes from upcycled food waste granulated into white powder, as seen in the video, which is a source (40). The white powder is then “pelletized,” as no sources detail further into the process. After turning it into pellets, it goes through extruded. It contains 70% food waste. Edible packing peanuts, as accounted by sources (41), explain that they are from corn starch or high-grade potato starch. They go through blending to create highly stable pellets called Resin, which, according to personal observation, look like scent beads used in washing clothes. It goes through extrusion at elevated temperatures, causing the pellets to melt. The resin leaves the extruder and immediately expands and cools into foam, which cut up into “peanuts.” Not much further information is known about this alternative either. Bio foam is a broad range of biodegradable foam products. It can be from wood, cassava flour, Polyvinyl alcohol, or corn starch, as depicted by sources (42, 43). The most common processing method is extrusion for most Bio foam products. Molded pulp is from paper pulp mixed with water to create a slurry, as per sources (44). The slurry passes through a Fourdrinier, a machine used in paper manufacturing, as it is a large, flat wire sieve. After sieving, it goes to a molding machine. This information is enough to understand the process of molded pulp production. In summary, 2 main points of convergence emerge: 1. Extrusion is the most popular method of creating alternatives, and 2. Water solubility is throughout all alternatives. Water solubility is in most advertising videos of these alternatives, but about 10% of packaging worldwide gets discarded due to water damage to the product, as mentioned by sources (45). If the product is in an incredibly humid environment when transported, and it gets damaged, the interior product ruins. Extrusion uses heat, not like an oven, but close, and personal experience depicts that parents usually want to conserve energy when using an oven. This leads to an inference of Extrusion being a major energy user, which could use fossil fuels to fuel the extruders, and this would diminish the benefits from the product’s creation.
| Alternatives & their Creation | Ingredients | Process | Usage |
|---|---|---|---|
| Cruz foam | Chitin, Food Waste | Extrusion | Fragile Item Packaging |
| Edible Packing Peanuts | Corn Starch, Potato Starch | Extrusion | Fragile Item Packaging |
| Bio foam | Wood, Cassava Flour, Corn Starch, Polyvinyl Alcohol, Polylactic Acid | Extrusion | Fragile Item Packaging |
| Molded Pulp | Paper, Water | Grind paper, Mix with water, Sieve, Mold | Heavy Duty Packaging |
12. What are the densities of the most effective alternatives, and how do they achieve them?
As sources (46) suggest, Cruz foam weighs around 0.032-0.048 g/cm³, which is precisely like XPS off by +0.003 g/cm³ in the highest range. As mentioned above, extrusion is the main reason for Cruz foam to be so incredibly lightweight, as all that changed in the process was the ingredients used when deciding between Styrofoam and Cruz foam. Edible packing peanuts, as informed by sources (47), weigh about 0.0051 g/cm³, about ⅙-⅛ of the weight of XPS, and even at EPS’s lowest, it is only ½ of EPS. Edible packing peanuts are to be this lightweight to ensure the best portability when insulation is not an issue. All transport costs decrease when lightweight materials are fillers, have the same impact protection as heavier materials, and do not harm the product inside. There is also the factor of the extrusion process leading to foam. Bio foam, according to sources (48), weighs about 0.035 g/cm³, which is, yet again, due to the extrusion process used to inflate the foam. So far, this project can assume that all products that are foam from extrusion are lightweight. Molded pulp has a density of 0.8-1.0 g/cm³, depending on what it is for, its ingredients, and purpose as declared by sources (49). Old newspapers give higher density; office paper gives less.
| Alternatives & their Density | Density |
|---|---|
| Cruz foam | 0.032-0.048 g/cm³ |
| Edible Packing Peanuts | 0.0051 g/cm³ |
| Bio foam | 0.035 g/cm³ |
| Molded Pulp | 0.8-1.0 g/cm³ |
13. What are the strengths of these alternatives, and how do they achieve them?
Cruz foam has a compressive strength of 0.004-0.11 MPa from the 2 models of Cruz foam in density, according to sources (47). Cruz foam’s direct tensile strength is not located, but Chitin foam, which Cruz foam mostly is, has a tensile strength of 0.15-6.5 MPa, as depicted by sources (50). Subjective to sources (51), edible, or at least compostable in the source, packing peanuts suggest that packing peanuts have a tensile strength of 8.6 MPa when uncut and presented as a starch foam “block”. Edible packing peanuts do not have data for compressive strength, so it was incredibly difficult to find a source. Bio foam has a compressive strength of 0.16 MPa per source (52) and a tensile strength of 4.548 MPa per source (53). Molded pulp has a compressive strength of 40 MPa and a tensile strength of 0.414 MPa, as said by sources (54).
| Alternatives & their Strengths | Compression | Tensile |
|---|---|---|
| Cruz foam | 0.004-0.11 MPa | 0.15-6.5 MPa |
| Edible Packing Peanuts | \~Low | \~8.6 MPa |
| Bio foam | 0.16 MPa | 4.548 MPa |
| Molded Pulp | 40 MPa | 0.414 MPa |
14. How much does permeability affect each Polystyrene alternative, and why do they affect them?
Cruz foam is a brand that encourages its use in advertisements with the mention of water-solubility, as most plant-based materials are water-soluble, as mentioned in the sources (55). No sources suggest the water by weight or g/100g, but permeability is not water solubility. Permeability is in the sense that all moisture content from air and water can percolate through the material. Cruz foam is water-soluble but not permeable, meaning that if fully soaked for a duration of time, it would dissolve, but it can withstand moisture from the atmosphere durably. Edible packing peanuts advertise to dissolve as well, as testing whether the product is authentically biodegradable or not requires you to rinse it under a tap sink until it dissolves, as illustrated in sources (41). Bio foam has a high porosity level, to the point where it is oxygen permeable as per source (56). This works well for Bio foam as it can for a medical application, like a bandage. “Molded paper pulp is lightweight, biodegradable, with a density of 0.15-0.25 g/cm³, and can absorb up to 24% of its weight in water.” (Sources: 57, April 7th, 2024) This would mean it absorbs 24 grams / 100 grams.
| Alternatives & their Permeability | grams / 100 grams (water by weight) |
|---|---|
| Cruz foam | \~Medium |
| Edible Packing Peanuts | \~High |
| Bio foam | \~Medium-High |
| Molded Pulp | 24 grams / 100 grams |
15. Do any alternatives protect products from fire exposure, and how do they do so if they do?
Cruz foam has poor fire resistance according to sources (58), as it is a 100% organic material. While sources do not justify it, it makes sense that edible packing peanuts would be highly flammable as they are starch-based materials if not treated with a flame retardant. Bio foam is not flammable due to the help of flame retardants, but it will burn when near a flame or incredibly elevated temperature, as per sources (59). Molded pulp is flammable but has the same conditions as Bio foam due to sources (60).
| Alternatives & their problems from fire | Problems from fire |
|---|---|
| Cruz foam | Burns like regular organic material |
| Edible Packaging Peanuts | Highly flammable/combustible organic material |
| Bio foam | Burns like regular organic material |
| Molded Pulp | Burns like regular organic material |
16. How do alternatives battle Polystyrene in waste management?
Cruz foam disintegrates by 97.7% in 45 days, while fully decomposed within less than 8 weeks, about 99% faster than EPS, as depicted by sources (61). Edible packing peanuts decompose within minutes of exposure towards moisture and warmth, as they are starch and water, which decomposers love as per sources (62). Bio foam decomposes within 2 months, says sources (63). “In landfills or natural environments, molded pulp products typically degrade within 90–180 days, depending on environmental conditions. For comparison, conventional plastics can persist for centuries… In industrial composting facilities, with temperatures at 55–60°C (131–140°F), molded pulp decomposes even faster—often within 45–60 days. The resulting compost is rich in organic matter, ideal for agriculture or landscaping…” (Sources: 64, January 29th, 2025).
| Alternatives & their Biodegradability | Time |
|---|---|
| Cruz foam | \~Less than 8 weeks |
| Edible Packaging Peanuts | \~A day |
| Bio foam | \~2 months |
| Molded Pulp | \~45-180 days (depends on where) |
Project Product: Biofloam Research:
17. What is the product’s inspiration in making the product, and how will it expand off the inspiration?
The product’s inspiration is the Vegan Marshmallow. Marshmallows on their own are lightweight, foamy, and resemble polystyrene foam, and vegan marshmallows would mean no animal cruelty. The key points attained from the recipe in source (67) are using mechanical aeration, whipping air into the mix, and the ingredient Aquafaba that resembles egg whites. With the Aquafaba whipped with Agar-Agar, it becomes a foamy complex baked or dried into the final marshmallows. The product will not use Agar-Agar because the project wants to use mostly Canadian only products. The main disadvantages of the vegan marshmallows are that, like any other marshmallows, they tear apart, get wet, catch on fire, and compress easily. Tearing apart is the major downfall, so a way of combating that is using things that do not rip easily like strong fibres. When the fibres bundle together, it is much harder to tear apart. The project will take inspiration by using Aquafaba and mechanical aeration while also finding fibres, any other strong binders, flame retardants, and water-resistant materials.
18. What fibres are the most durable, cost-friendly, and water-resistant while being vegan and biodegradable?
First, this project will start with precisely how it will choose specific fibres. “Cost-Friendly” is not equal to “Cheap” at the start; it means long-term cost. Polystyrene damage to the environment is dire and will require much more cost than manufacturers tend to sell it for to simply heal the environment. So, even if the product is double the cost of Polystyrene, it is still “Cost-Friendly” as the environment makes up most of the money the world gets anyway. Vegan and biodegradable are the major factors, specifically vegan as this project will reject anything with animal cruelty. After intense research, the project has found 2 fibres for the product. The 2 fibres are Hemp and Flax. As mentioned by sources (65), Hemp has a high tensile strength and resistance to mold and UV, also having a high abrasion resistance which means friction is not a problem. It is moisture wicking, but that simply means it absorbs moisture that might damage materials inside the product, keeping it dry, which is what the project desires. It is antimicrobial which means that the materials inside the project would also not have disease-causing bacteria in the product. The most surprising thing was that Hemp fibres could last 15+ years yet also break down in soil within months. The other fiber by sources (66) are Flax fibres. Flax is as durable as cotton and can withstand many wash cycles as clothing material.
| Fibres to Use | Durability | Permeability | Biodegradability |
|---|---|---|---|
| Hemp | \~High | \~Moisture-wicking | \~High |
| Flax | \~Medium | \~Dries quickly | \~High |
19. What vegan binders would be durable, cost-friendly, and water-resistant?
This project will validate binders the same way as done with fibres, so that all materials used in the project are of the highest quality. Before the project delves into the “best” binders, “binders” needs definition. Binders in the project refer to adhesive materials that bind materials together, for example eggs in batter. The project presumed Aquafaba, from the inspiration of the vegan marshmallow, was the most successful binder as it functioned as egg whites. This project then found another binder that cannot foam up like Aquafaba but is incredibly durable, Pine Rosin. Pine Rosin is incredibly versatile in many uses in various industries and has been available for 100s of years as described by sources (68). When taken into consideration that it has been available for 100s of years, it means the process in creating it would not be mechanical with toxic modern chemicals or heavy machinery. This would mean Pine Rosin is not just vegan and biodegradable but also eco-friendly. It is even an approved food additive in the European Union. The issue with Rosin is that it is incredibly brittle when alone. It is a biopolymer, which means this binder is a Polystyrene alternative alone.
| Binders to Use | Adhesiveness | Durability | Biodegradability |
|---|---|---|---|
| Aquafaba | \~High | \~Medium-Low | \~High |
| Pine Rosin | \~Medium | \~High | \~High |
20. Are there any vegan fire-retardants, if so, which is the most efficient in terms of endurance and cost?
There are fire-retardants out there that are vegan and efficient. Charcoal and Wood ash are the most dependable in this project as they acquired without worry of chemicals or non-eco-friendly ingredients, processes, or materials. Both are from burning wood in a fire, and advocated by sources (69, 70), become flame-resistant. Charcoal absorbs heat while wood ash suppresses combustion.
| Fire Retardants to Use | Creation | Resistance | Biodegradability |
|---|---|---|---|
| Charcoal | Burns Wood | \~Medium | \~High |
| Wood Ash | Burns Wood | \~Medium | \~High |
21. Are there any vegan water-resistant materials, if so, which is the most efficient in terms of endurance and cost?
There are vegan water-resistant materials, and when you honestly think about it, the answer already lives in everyone’s kitchens, oil. Oil from the Oil and Gas industry is not the oil in question, but vegetable oil sourced from vegetables and plants. The most efficient oil is Linseed oil. Linseed oil is more costly than olive oil, but that is because of its high quality, not only in waterproofing, but in emulsifying binders to turn into the best foam possible as per sources (71). Linseed oil is expensive due to the need for 2 entire kilograms of flax seeds to create just one “basic quality” bottle of 1 L. The process needs seeds perfectly picked, ground up, and heated so that oil seeps out from the seeds.
| Water-Resistant Materials to Use | Resistance | Biodegradability | Bonuses |
|---|---|---|---|
| Linseed Oil | \~High | \~High | Emulsifier for binding |
22. How should the recipe change depending on different transportation environments?
There will be 7 models of the product: ocean for permeability, flame for flammability, tough for endurance, light for portability, compost for biodegradability, endure for longevity, and general to be multipurpose. Inspired by the three models of Cruz Foam that deal with types of products instead of each main issue: Block & Brace, Cold Chain, and Wine & Spirits by sources (61). The change would be in ingredient variation for this project’s product instead of changing in shape like Cruz foam.
| Models & their purpose | Purpose |
|---|---|
| Ocean | Resists water, semi-permeable to impermeable |
| Flame | Resists fire, insulative |
| Tough | Resists compressive stress, tensile strength, and impact, hard to tear down without solvents |
| Light | Light weight, fragile material protection |
| Compost | Degrades quickly, literal plant food |
| Endure | Does not degrade quickly, long term storage |
| General | Multipurpose, all-rounder |
Development Research:
Development Research is for understanding the deepest mechanics of a Development.
1. What are the different industrial tests used to evaluate Polystyrene before selling it?
First, we must learn testing standards. As defined by sources (72) the 2 most important standard-setting organizations are the American Society for Testing and Materials (ASTM), officially known as ASTM International, and International Organization for Standardization (ISO). There will be 5 tests used in this Development for tensile, impact, and compressive strength, permeability, and flammability; therefore, the project will only look for the 5 main tests as they are most important and usually correlate to other tests. Compressive strength tests have one common definition as per source (73): A prism subjected under pressure by weight or mechanical energy from the top and bottom of the prism using plates. For rigid plastics in compressive strength described by sources (74, 75), ASTM D695 and ISO 604 are the testing standards. Tensile strength does not have precise names either, it is like the opposite of compressive strength as inscribed by sources (76), where the tested material “stretching” instead of compression. First is to ensure one end of the material hangs from an unmoving surface. Next, add weights to the other side until fractures occur. Third is to record and calculate the data. Per sources (77), tensile strength’s testing standards are ASTM D638 and ISO 527. For both compressive and tensile strength, as they are measured in MPa, they calculations for the 2 tests would be the formula for Pascals depicted by sources (78): P = F1/A1 = F2/A2, but force (F) isn’t applicable in this project as there is no acceleration from an inclined plane. As such, force changes to Normal force (N) which is N = m⋅g, which is also the exact formula for weight. Pascals are like density in formula except it uses cross sectional area instead of volume. Therefore, this project will use formula P = W/A for Pascals and divide it by 1 000 000 for MPa. In permeability in sources (79, 80, 81), the testing standards ASTM E96, ISO 151062, and ISO 2528 themselves select 2 test variants of permeability testing. This project will choose the easier one as it conserves time and it would be viable for the permeability test in the Alternative’s Development. The water method consists of 2 main laboratory procedures, constant and falling head permeability tests declared by sources (82). This project will use Falling head for the specimens as the test is for low-permeability materials, which Polystyrene is known for being.
 (Sources: 92, September 11, 2020)
This is a model of the falling head permeability test. However, the project will do a simpler version of this test. In flammability insisted by sources (83), plastics have their own standards called Underwriters Laboratories (UL) that proceed over 6 diverse types of flammability ratings. This project will use the flammability test that is easiest because it allows for no errors to result in accidents and because the easiest tests are usually the weakest tests in flammability. It makes sense because Polystyrene is a carcinogen or toxic chemical when burned, so it is advisable not to try and burn the whole foam down with a strong test. The rating used will be V-2 Vertical burn, the second weakest and easiest of them. The description of the rating is “Burning stops within 60 seconds after two applications of ten seconds each of a flame to a test bar. Flaming drips ARE allowed.” (Sources: 83, N/A) What that means is the burning stops within 60 seconds, 2 times in total across the tested material the flame takes 10 seconds to spread to 2 test bars, and drips of melted tested material are valid. The rating does not require a formula, so the ending results would be a yes or no for flammability based on this rating. The project will do a test based off the V-2 Vertical burn but will do it horizontally. In conclusion, there are many industrial tests available to do, but it is important to narrow down the tests to do the most required ones.
(Sources: 92, September 11, 2020)
This is a model of the falling head permeability test. However, the project will do a simpler version of this test. In flammability insisted by sources (83), plastics have their own standards called Underwriters Laboratories (UL) that proceed over 6 diverse types of flammability ratings. This project will use the flammability test that is easiest because it allows for no errors to result in accidents and because the easiest tests are usually the weakest tests in flammability. It makes sense because Polystyrene is a carcinogen or toxic chemical when burned, so it is advisable not to try and burn the whole foam down with a strong test. The rating used will be V-2 Vertical burn, the second weakest and easiest of them. The description of the rating is “Burning stops within 60 seconds after two applications of ten seconds each of a flame to a test bar. Flaming drips ARE allowed.” (Sources: 83, N/A) What that means is the burning stops within 60 seconds, 2 times in total across the tested material the flame takes 10 seconds to spread to 2 test bars, and drips of melted tested material are valid. The rating does not require a formula, so the ending results would be a yes or no for flammability based on this rating. The project will do a test based off the V-2 Vertical burn but will do it horizontally. In conclusion, there are many industrial tests available to do, but it is important to narrow down the tests to do the most required ones.
2. What are monomers and polymers?
Undoubtedly by sources (84, 85), Monomers are molecules that change together to form macromolecules, large molecules that bind yet again to form polymers. Mono means “one,” meros means “parts". Monomers are small molecules, and can be elements or compounds, but they must result in a light enough weight to polymerize using catalysts like chemicals and heat. “The essential feature of a monomer is polyfunctionality, the capacity to form chemical bonds to at least two other monomer molecules.” (Sources: 84, March 5th, 2020). Polymers are molecules made of macromolecules, exceptionally large molecules, that form chains, Poly meaning “more than one.” In fact, most Polymers are monomers of more than one chemical composition, weight, or structure, these Polymers are known as Copolymers. Polymers undergo Polymerization from chemical change, like heat and chemicals themselves, to bond the monomers into long chains. Natural polymers consist of 2 groups, Organic, and Inorganic. Organic polymers are mostly biodegradable polymers like starch, glucose, fibres, and proteins. Lignin, an organic polymer, has a 3-dimensional structure, which is usually a sign of crosslinking. Inorganic polymers are polymers that are not biodegradable and usually made from carbon, like diamonds and graphite. Synthetic polymers are man-made polymers and have about 10s of 1000s of monomers to create the chains. Synthetic polymers are usually plastics like polyethylene, ethylene, a part of Polystyrene manufacturing, polypropylene, polyester, and polyurethane. Catalysts boost the speed of polymerization by increasing the number of ions in the chemical reaction without deteriorating itself. Polystyrene is a linear polymer, which means it has not gone through Crosslinking. Crosslinking, as mentioned before and by sources (86), boosts the physical properties of a material, like resistance against biodegradability, strengths, and permeability. Crosslinking has 3 types, physical, chemical, and radiation induced. This project believes that radiation is incredibly dangerous and there is no need to even describe it, let alone consider it as an option. Chemical crosslinking looks like a clean grid, using chemical reactions from other chemicals, catalysts, and heat. Physical crosslinking is a jumbled mess in comparison to crosslinking, without heavy ionic interactions and non-covalent reactions. As much as physical crosslinking sounds better than chemical when glancing at materials, chemical crosslinking is the only crosslinking type that can be biodegradable, vegan, and homemade. This is because physical crosslinking requires reactions that need heavily un-eco-friendly chemicals, while chemical crosslinking could use kitchen chemicals if done right. The kitchen materials are anything with any sort of acid to cross-link. Tomato peels have great acidic content, rivaling lemons. Since the project cannot use products from outside of Canada, they are the only solution.
Method
Pre-Development Considerations:
The takeaways were mostly giving up on ideas that seemed unachievable to use for testing or creating the Biofloam. The main differences from regular alternatives and this project are the variety of options, that the foam does not use extrusion aeration, and the use of mild crosslinking. Also, it is not feasible to compare Biofloam to Bio foam as it is an umbrella category for foams and the price would vary heavily. About the unachievable ideas were flax fibres and tomato peels. Flax fibres are $200 for 300 grams, so it shows that for its minimal strengths that it would only ramp up the cost of the final product, which is not desirable. Tomato peel waste takes time to get currently. Therefore, it is time-friendly to use just tomatoes instead of peels for the project. However, if it were an industrial setting then tomato peels could take from waste sources.
Method:
Description:
Biofloam is the invented brand name for the product this project is making to replace Polystyrene, ex: Cruz foam, Styrofoam. There will be 3 iterations of Biofloam. Each iteration divides into a creation stage called Biofloam Creation and 2 tests Biofloam Endurance, and Putrescibility. Therefore, there will be 3 creation stages and 6 tests performed in Development. The lab “methods” are first, while the tests themselves will be in Development. All lab report standards are for the main lab report, not micro lab reports. The lab method only contains the parts that remain unchanging throughout the Development, any other portions are in the development logs themselves.
Biofloam Creation
Objective:
To create 7 different foams that resemble Polystyrene foam and for the foams to serve their purpose well. Each different type of Biofloam will tackle a different environment with risks in packaging, (Reference: Research Question 22).
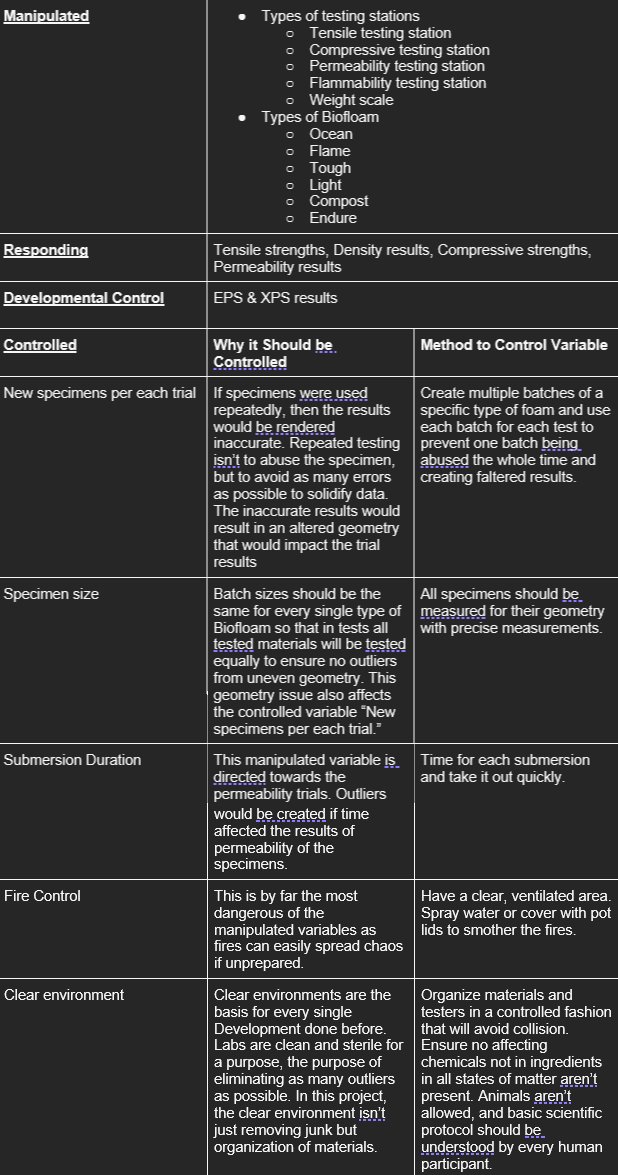
Variables:
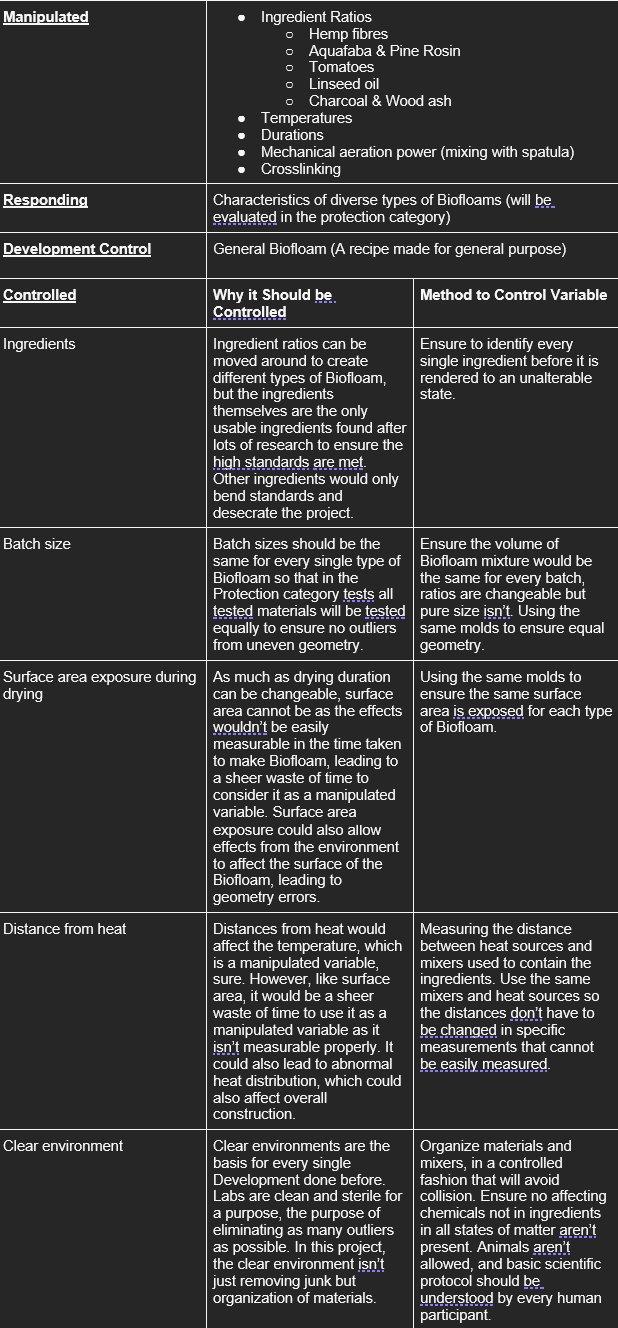
Tests:
Test: Biofloam Endurance
Objective:
To test each type of Biofloam for Tensile Strength, Compressive strength, Density, Permeability and Flammability.
Variables:
Materials:
Equipment used in all iterations. ● 7 different Biofloam blocks ● 2 body pillows ● 1 digital scale (precise to 0.1 g) ● 2 tall bar stools with backrests ● 1 wood plank ● 1 bottle of Gorilla glue (optional but useful to have) ● 1 tablespoon ● 8 2.5 kg weight plates ● 8 5 kg weight plates ● 1 25 cm twine cord ● 1 45 cm twine cord ● 1 21” metal hook ● 1 8 m tape roll ● 1 heavy-duty metal hook ● 1 5 cm x 2.54 x 4.3 plastic container ● \~25 ml of water ● 1 Lighter ● Personal Protective Equipment (+Face Shields) ● Lab Equipment
SOP (Standard Operating Procedure):
When calculating Pascals, ensure that the area is in meters, so 1 cm² would be 0.0001 m².

Density Testing:
- Place the specimen onto a digital scale.
- Divide the weight given by the digital scale by 9.3 cm³ to get the g/cm³, the density.
Compressive Strength Testing:
- Place 3 specimens on a flat surface horizontally so the sides that are 10.9 cm² are the top and bottom of the specimens. Keep 2 body pillows on the right side of the specimens.
- One by one, slowly place the 2.5 kg plates onto the specimens until the plates touch the flat surface.
- If the specimens could hold all 8 of the 2.5 kg plates, remove all the plates one by one and start adding the 5 kg plates. Ensure that when the plates fall that the plates land on the pillows.
- Calculate the Pascals (Pa) by using the formula P = W/A. Then divide it by 1 000 000 for MPa. The area used in the formula is supposed to be 0.00109 m².
Tensile Strength Testing:
- Tape the wood plank to the top middle section of the backrests of 2 bar stools so it is unmoving. Keep 2 body pillows underneath the wood plank.
- Tape 2 cm of 25 cm twine cord to the middle of the bottom section of the wood plank and tie the rest to the top of the vertically aligned specimen, leaving a 1 cm gap between the tie and the actual top of the specimen. If there is too little twine, then tap it into the specimen.
- Tie a similar tie to the bottom of the specimen using a 45 cm twine cord, leaving a 1 cm gap between the tie and the actual bottom of the specimen. With the rest of the 45 cm twine cord, create a loop that is about the size of the circumference of an adult thumb through it. You can check the circumference by putting your finger through it.
- Put 1 heavy-duty metal hook in the twine cord loop and ensure everything is tight and secure by tugging on one of the hooks. If anything breaks, tape it back together.
- Start hooking 2.5 kg plates onto the hook.
- If anything has broken now, tape it back together, or use Gorilla glue to fully seal it.
- If the specimen has survived 8 2.5 kg plates, remove them one by one and start adding the 5 kg plates. Ensure that when the plates fall that the plates land on the pillows.
- Calculate the Pascals (Pa) by using the formula P = W/A. Then divide it by 1 000 000 for MPa. The area used in the formula is supposed to be 0.00037 m².
Permeability Testing:
- Place the specimen horizontally so the surface area of the top and bottom surfaces is 10.9 cm² into the home-made plastic container, ensuring it is perfectly snug against the walls of the plastic container with no gaps. Leave equal space between the bottom of the container, the foam, and the top of the container.
- Take a tablespoon and pour 15 ml of water into the container for exactly 10 seconds and wait for 5 minutes.
- Pour the water out after 5 minutes, ensuring that the specimen did not fall out as it happened.
- Remove the specimen from the plastic container and weigh the container that could have water at the bottom. Ensure to weigh the container beforehand and identify the weight of it. After subtracting the weight of the container from the total weight, identify how many grams of water permeated through the specimen.
- Divide the volume of water / volume of the specimen and multiply it by 100 to get grams/100 grams.
Flammability Testing:
- Tape the wood plank to the top middle section of the backrests of 2 bar stools so it is unmoving.
- Put a 21” metal hook on the wood plank and make sure it is positioned so that the specimen can lay on it.
- Take a lighter and gently graze a fire across the specimen for 10 seconds until a small flame starts, wait 10 seconds and light it again for 10 seconds.
- If the fire keeps burning after 60 seconds, the specimen has failed the flammability trials, but if it finishes burning before 60 seconds, the specimen has passed the flammability trials.
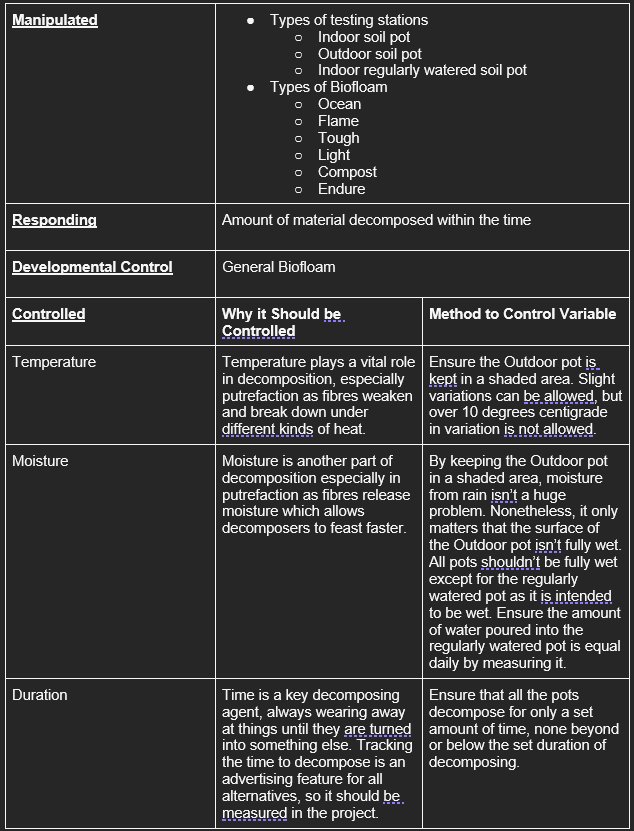
Test: Biofloam Putrefaction
Objective:
To identify how long it takes for Biofloam to decompose in various kinds of environments.
Variables:
Materials (Total across all 3 iterations):
● 45 totally different Biofloam blocks (21 from Iteration 1, 3 pieces from Iteration 2, 21 from Iteration 3. For iterations 1 and 3, to achieve the total 21 pieces take 3 pieces from each type of Biofloam.) ● 18 plant pots (can be any size) ● 4 saucers (drip trays) ● 1 large bag of potting mix soil ● 1 small “scooper” (can be anything like a gardening shovel or spoon) ● Personal Protective Equipment.
SOP (Standard Operating Procedure per iteration):
- Fill the 6 pots with soil equally. Label 2 of the pots as short decomposition and the others as long decomposition.
- Keep 3 Light, Compost, and Flame Biofloams in the short decomposition pots, and 3 from the rest 4 in the long decomposition pots. Next, take 2 pots from both of the short and long decomposition pots and label the pots as outdoor. Afterwards take 2 pots from both of the short and long decomposition pots and label these pots as indoors. Lastly, take the last 2 pots and label them as watered.
- Place the outdoor pots outdoors under shade. Keep the indoor pots in a shaded area as well indoors. Lastly, place the watered pots in an indoor shaded area too and water with 50 ml of water every day for each watered pot.
- Come back 17.5 days later and observe whether the Biofloams have decomposed by digging into the pots.
Development:
Iteration 1:
Biofloam Creation 1: Ingredients Uses and Types of Biofloam (Logs 60 - 64)
This creation is to understand the purposes of ingredients and how they contribute to each type of Biofloam.
Materials :
It is ensured that the project will only buy from trusted companies that have sustainable track records and have strict policies.
The measurements and utensils are based on the recipe for General Biofloam about the size \~249 cm³. The baking tray, however, can support \~1741 cm³, so this project uses baking dividers.
Combination :
| Ingredients & Types of Biofloam | General | Ocean | Flame | Tough | Light | Compost | Endure |
|---|---|---|---|---|---|---|---|
| Hemp Fibres | 28 g | 28 g | 28 g | 28 g | 28 g | 28 g | 28 g |
| Flax (Linseed) Oil | 23 g | 41 g | 10 g | 23 g | 23 g | 15 g | 23 g |
| Pine Rosin (melted) | 8 g | 4 g | 8 g | 18 g | — | — | 10 g |
| Charcoal Powder | 4 g | 4 g | 20 g | 4 g | — | — | 10 g |
| Wood Ash | 5 g | 5 g | 10 g | 5 g | — | — | 15 g |
| Aquafaba (Chickpea Brine) | 68 g | 50 g | 81 g | 60 g | 55 g | 70 g | 50 g |
| Tomato | 1/3 | 1/3 | 1/3 | 1/3 | 1/3 | 2/3 | 1/3 |
Utensils: ● 1 large pot ● 2 ramekins ● 1 large pot lid ● 1 large bowl ● 1 whisk ● 1 cutting board ● 1 spatula ● 1 ruler with cm and inches ● 1 large knife ● Multiple teaspoons. ● 1 12” x 8.5” x 1” baking tray ● 6 1” x 8.5” corrugated cardboard dividers (taped to the tray.) ● 1 digital scale (precise to 0.1 g) ● 1 cooking thermometer ● 1 blender ● 1 small gas stove in home kitchen Etcetera: ● Personal Protective Equipment ● Lab Equipment
SOP (Standard Operating Procedure):
All PPE will be used, and all surfaces will be cleaned and sanitized before the trial run of creating starts. All materials will be weighed and checked for temperature at each step.
- Chop up a tomato to get ⅓ and mash the blend using a blender. Keep it in a small bowl. Melt pine rosin in the microwave in another small bowl for 5-7 minutes or until its viscosity is like oil.
- Procure hemp fibres however you can, this project shredded hemp mats into Hemp fibres. Put in Hemp fibres, melted Pine Rosin, and Linseed oil in a large pot and transfer the pot to a small gas stove at low heat, placing. After 3-5 minutes, shut the heat off and remove the pot from the stove.
- Take a large bowl and put in Aquafaba. This project makes it from boiled chickpea water, but others can use powder. Then take a whisk and whip the Aquafaba until foaminess forms.
- When foaminess forms in the Aquafaba, add mashed tomato ⅓ that was in a small bowl from before to the large bowl and mix with a spatula thoroughly for 3-5 minutes.
- Next, take the pot with the fibres, rosin and oil in it and transfer the liquids into the bowl, using the pot lid by shifting it slightly so it can act as a strainer. Mix with a spatula for 5 minutes. Ensure the liquids are \~35°C.
- Put charcoal and wood ash and mix with a spatula for 10-15 minutes, until everything is thoroughly mixed to a colloid sort of state. Ensure the colloid is below 35°C.
- Put the dividers into a 12” x 8.5” x 1” tray, hooking the wedges into the tray to ensure they don’t slip. Ensure that the spaces between the dividers are exactly 4.3 cm. Tape the dividers to the sides so they don’t slip.
- Redo steps 1-6 for the rest of the types of Biofloam to create the 7 types of Biofloam. Use the hypothesis for measurement. Add all 7 types of Biofloam into their own respective spaces. Air-dry for \~3 days, ensuring to check daily.
- Cut the foam in the tray by 15 straight lines horizontally so that 105 equal pieces are made. The volume of the pieces should be 15.3 cm³.
- (Log 60) Materials: (images will contain 3-5 times more than needed)


○ Aquafaba: unfortunately, it was unable to turn into the consistency needed, so the project will use double the Aquafaba to compensate for the halved concentration. ○ Hemp mats: shredded finely into small fibres. ○ Charcoal: ground up into powder. ○ Pine rosin: not melted yet. ○ Dividers: already placed in tray and taped. ○ Utensils: freshly cleaned, cleaned 7 times per each use. ○ Digital utensils: calibrated. ○ Tomatoes: were in the fridge for 3 days. For this test, 2 ⅓ of the tomatoes will be used. 4 ⅔ will be left in the fridge. ○ PPE: rubber dishwashing gloves, lab goggles, lab coat. ○ Lab Equipment: kitchen exhaust, kitchen sink. ○ Teaspoons: in the drawer, will be cleaned after every use.
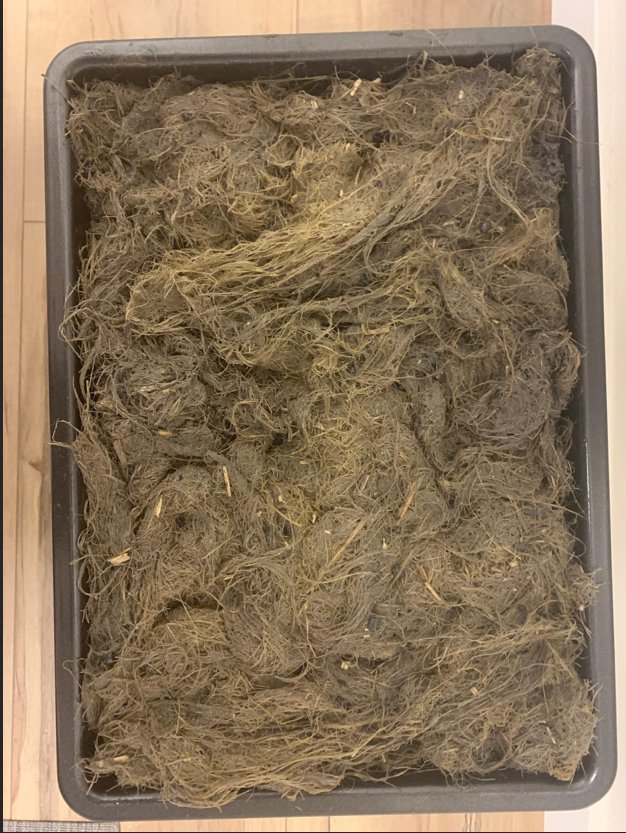
- (Log 60) Biofloams just created and placed into a tray. (Left to Right):

○ Tough ○ Light ○ Compost ○ Endure ○ Flame ○ Ocean ○ General
- Errors/Observations:
○ Pine Rosin hardened quickly, resulting in brittle fragments in Ocean especially. ○ There was 5 times as much Pine Rosin in the Tough Biofloam that the recipe required. ○ Aquafaba was running out due to overcooking and faulty measurements in pre-testing, unsuitable for 3 iterations. ○ Hemp fibres weren’t shredded enough and weren’t able to combine properly with the other ingredients. ○ There was a third of Aquafaba to combine the hemp fibres, and the liquid wasn’t as viscous as egg whites. ○ Volume and grams were not thought of correctly when creating the recipe. ○ The spatula was too weak to handle mixing the fibres with the binders, so it was mixed by gloved hands. ○ The dividers could divide the “foam” but the liquid that wasn’t able to be absorbed by the hemp fibers was leaking to other foams. ○ There was excess foam that couldn’t fit the tray’s volume due to the volume and grams confusion. ○ The recipe had to be modified several times to prevent burning or other casualties. Step 2 and combined steps 3 and 4 were swapped. ○ Due to lack of time, the dishes weren’t cleaned at every type of Biofloam. However, this doesn’t matter much as all types of foam use the same ingredients just different ratios, ○ Materials were spilled and cleaned up.
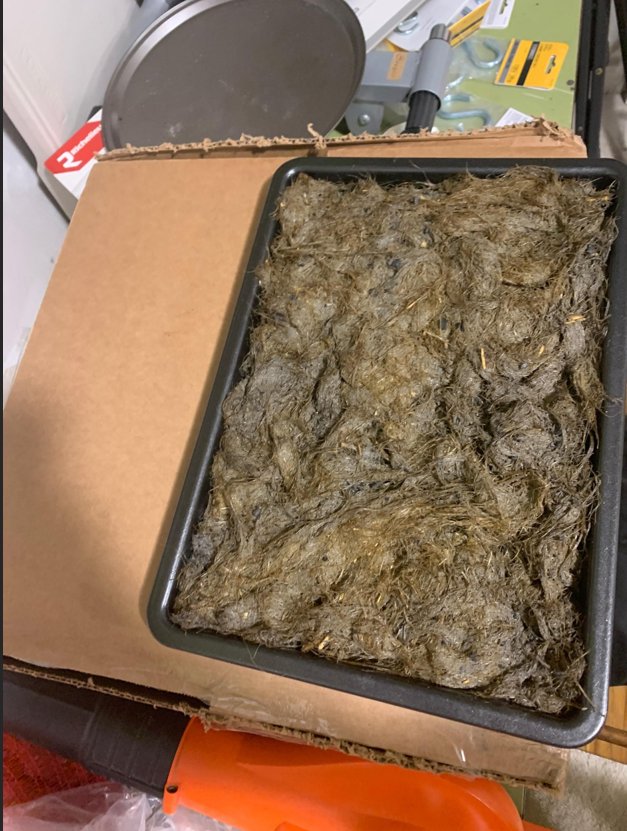
- (Log 61) 12:51 PM, \~16 hours after creation. Camera reversed order.

○ The Biofloams were still wet on the bottom. ○ Only Tough was hard, probably due to the extra pine rosin. ○ They were incredibly soft, much softer than expected, and that isn’t right.
- (Log 62) 1:34 PM, \~40.5 hours after creation. Order back to normal.

○ Biofloams were slightly harder except for Light. ○ Weren’t fully dry yet.
- (Log 63) 9:02 PM, \~72 hours after creation.

○ Drier again but would be better if the bottom didn’t make a soaking sound. ○ Fibres were stiffer. ○ Found a plastic box!! 5 in pre-Developmenting Is done!
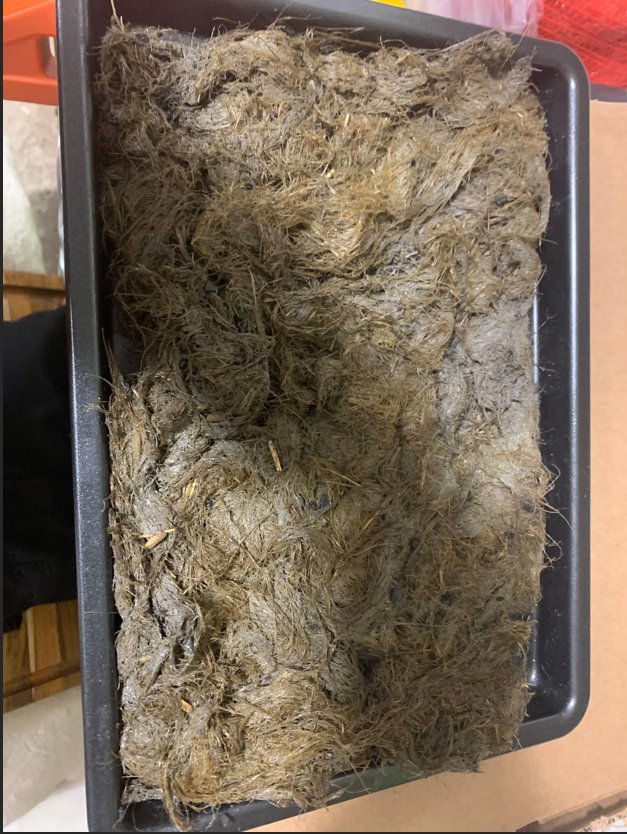
- (Log 64) 5:22 PM, \~92 hours after creation. The Biofloams were flipped from bottom to top since 2 of the 7 Biofloams’ bottoms were wet.

○ General and Ocean were the wet ones on the bottom. ○ The rest seemed testable and could be cut if just 24 hours more of drying was there. ○ Tough seemed incredibly promising to actually be a foam that is usable. Flame and Endure also seemed promising.
- Outcome:
The Biofloams did not result as intended and became severely disappointing in terms of results. The Biofloams were not supposed to be soggy, saturated, masses of Hemp fibres, and were not supposed to be wet after 4 arduous days of drying. This was due to the substantial number of errors when it came to estimating the ingredients, time, and results. When comparing other Biofloams to the General Biofloam, there was not much difference in their looks compared to the General Biofloam, meaning that the objective probably wasn’t met yet.
Test: Biofloam Endurance 1 (Log 65)
Hypothesis:
For the trials done in this test, there will be 5 trial types of permeability, density, tensile strength, compressive strength, and flammability. Each trial type is done 3 times for each of the 7 types of Biofloam, leading to 105 trials in physical properties. The measurements will be grams of water per 100 grams of foam or grams/100 grams for permeability. The strengths will be measured in Megapascals or MPa, and density will be measured by grams per cubic centimeter or g/cm³. Flammability will be a passed or not passed trial based on the standards of UL V-2 Vertical burn but will be evaluated horizontally and not checked for flame particles. The hypothesis will change for the next iterations for this test in Development and Test logs, but not the materials or SOP.
Ocean’s trial results should be the lowest in Permeability as it was made for it at about 0.5 grams/100 grams. Compressive strength might be higher as it is more compact and can absorb more strength, around 0.4 MPa, but Tensile might be less as the material is more brittle at 0.1 MPa. Its density should be slightly higher than General at 0.65 g/cm³. The ocean is brittle, contains more oil than General, and has lower moisture content, leading to being high in flammability and failing the trial.
Flame’s trial results would be the opposite of Ocean’s as the highest in Permeability at approximately 5 grams/100 grams. Compressive strength wouldn’t be higher or lower but likely the same as General with 0.25 MPa, along with Tensile staying the same at 0.5 MPa. Flame’s density should be slightly lower than General at 0.45 g/cm 3. Flame was made to pass the flammability trial so of course it should.
Tough would be a little less in Permeability at 2 grams/100 grams as it's more compact so air pockets that would allow water in wouldn’t be there so easily. Compressive strength should be the highest at 1 MPa, along with Tensile at 1 MPa as toughness was made for these strengths. The density of Tough should be the highest at 1 g/cm³. Tough could pass the flammability trials barely, by about 2 seconds before failing due to its compact yet dry nature, yet no oils are there to boost the flames.
Light’s permeability would be very high as Light contains a lot of air pockets allowing vapours or water in, so about 3.5 grams/100 grams seems suitable. Compressive strength would be the lowest at 0.2 MPa, along with Tensile at 0.1 MPa as it wasn’t made for strength. The density of Light should be the lowest at 0.15 g/cm 3. Light contains a lot of air which allows for moisture to be absorbed, but that wouldn’t stop the flames from feeding off the oxygen in Light and making it fail the flammability trial.
Compost’s Permeability would be in third place of Permeability because it is meant to decompose quickly, so about 3 grams/100 grams. Compressive strength would be quite low at 0.25 MPa, like Tensile at 0.2 MPa. Its density would be second lightest at 0.1 g/cm³. Compost has the same reasons as Light when comparing flammability, so it will fail the trial. Compost is quite similar to Light in results. Endure’s Permeability would be low in Permeability because it is not meant to decompose quickly, so about 1.5 grams/100 grams. Compressive strength would be around medium at 0.5 MPa, like Tensile at 0.4 MPa. Its density would be second heaviest at 0.75 g/cm 3. Endure is meant to “endure” a lot of damages over time, so flammability would be considered a type of damage. As it is meant to endure such, it could pass the flammability test.
General is the middle rank for all, and its permeability is 2.5 grams/100 grams as that is a suitable amount for an all-rounder. Compressive strength at 0.5 MPa, and Tensile at 0.3 MPa. Its density would be 0.5 g/cm³. General would be similar to Tough in flammability results and pass by a hair’s breadth of 1-0.5 seconds.
Therefore, the test results seem to fall into sorts of groups of the stronger one’s vs the weaker ones, and the weaker ones are usually lighter and easily decompose. This makes sense when comparing alternatives to Polystyrene too, the stronger the less nature can take it back. Also, lots of Biofloam types will fail the Flammability test, but it isn’t really the most major concern for the rest 6 apart from Flame so that would be alright.
| Material | Density (g/cm³) | Compressive Strength (MPa) | Tensile Strength (MPa) | Permeability (g/100g) | Flammability |
|---|---|---|---|---|---|
| Ocean | 0.789 | 0.292 | 0.238 | 0.00 | Pass |
| Flame | 1.344 | 0.293 | 0.229 | 10.75 | Pass |
| Tough | 1.032 | 0.629 | 0.174 | 3.58 | Pass |
| Light | 0.430 | 0.116 | 0.043 | 28.65 | Fail |
| Compost | 0.591 | 0.130 | 0.094 | 57.53 | Pass |
| Endure | 0.968 | 0.383 | 0.095 | 78.49 | Fail |
| General | 1.344 | 0.289 | 0.089 | 10.75 | Fail |
| EPS | 0.011–0.032 | 0.07–0.25 | 0.2–0.7 | 2–3 | DANGEROUS |
| XPS | 0.032–0.045 | \~0.25 | \~0.45 | \~0.3 | DANGEROUS |
- Observations:
○ Tough was way more brittle than expected with the Tensile test. ○ General and Ocean being wet were major failures in testing, especially in permeability and flammability. ○ Light and Compost had predicted results in being weaker than all other Biofloams. ○ Permeability’s results were much lower than expected. ○ Ocean is the only possible rival for EPS/XPS.
- Outcome:
The Biofloams are capable enough to deal with EPS/XPS on their own in terms of strength, but in terms of other qualities like price, waste, and actual portability, they are not viable to be used. The recipe must be altered to ensure the price costs are less and the aesthetics and works of the Biofloams are tidy. The hypothesis was partially correct, as tough was near heaviest but also lacked tensile strength. Ocean and General were the highest in density despite supposedly being the middleground in the hypothesis. From the background research, the Biofloams’ results resonated with existing alternatives results in these categories, confirming the research.
Test: Biofloam Putrefaction 1 (Logs 67 - 78)
Hypothesis:
The end results will be explained through a yes or no protocol saying whether the material can decompose before 17.5 days and the days will be recorded. Putrefaction is the term used because it specifically describes organic fleshy matter being decomposed like fibres or tissue which is what Biofloam is made of. The hypothesis will change for the next iterations for this test in Development, but not the materials or SOP.
Ocean would have degraded. This is because it has oil, which can slightly attract insects if it spoils. However, oils create a barrier against moisture, which takes down a key component of putrefaction. In the outdoor pot it would decompose less quickly than in the indoor pot as the outdoor dryness and cold would take down another key component of putrefaction, heat.
Flame would have degraded. This is because it is supposed to contain a lot of moisture and air pockets to take in more moisture. Moisture, being one of the key components of putrefaction, ensures that it will be faster. On the contrary, Flame contains more wood ash, an alkaline agent that resists insects, leading Flame to be in the low yet not too low range.
Tough would not at all degrade before 17.5 days. This is because it is tightly locked with Pine rosin and Hemp fibres, both known for taking at least 2 months to decompose on their own. The reason that Tough does not decompose in around 2 months is because of the additional ingredients that speed up decomposition.
Light would degrade. This is because it has the most air pockets of the Biofloam types to take in more moisture. Moisture, being one of the key components of putrefaction, ensures that it will be faster.
Compost would have degraded. This is because it is supposed to contain a lot of moisture and air pockets to take in more moisture and lack many antioxidants like tomato leaves and wood ash, and tighteners like Pine Rosin. Moisture being one of the key components of putrefaction ensures that it will be faster, and the lack of wood ash can allow for Compost to be easily susceptible to the slightest of temperature increases for faster decomposition.
Endure would not degrade, as it was made to decompose the slowest. This is because it contains a lot of the ingredients Compost lacks, especially tomato leaves.
General would degrade within the time. This is because it degrades before 17.5 days.
Therefore, the results usually depend on the tightness of the Biofloam, which affects air pockets, the main key towards the key components of heat and moisture for permeability. Only 2 of the Biofloams would take longer than 17.5 days, and that makes sense for Biofloams intended purpose of being a biodegradable alternative.
(Log 67: 8:10 PM) All pots together.
(Log 67: 8:14 PM) Indoor pots in their place.
(Log 67: 8:15 PM) Water pots in their place. Wasn’t watered yet.
(Log 67: 8:17 PM) Outdoor pots in their place.
(Log 67: 8:23 PM) Water pots in their place. Were watered.
(Log 78: 8:10 PM) Biofloam pots after 17.5 days.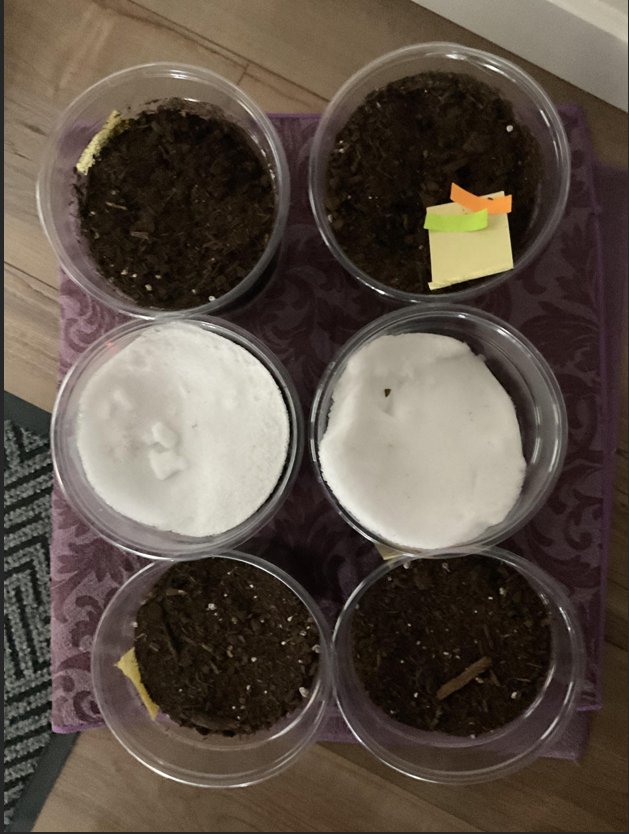
- Errors:
○ The outdoor Biofloams have had snow pour down on them, creating insulation for sometime before melting into irregularly measured moisture. ○ 2 of the Biofloams in the outdoor pot went missing when some winds knocked down the pots into the nearby garden.
- Results:
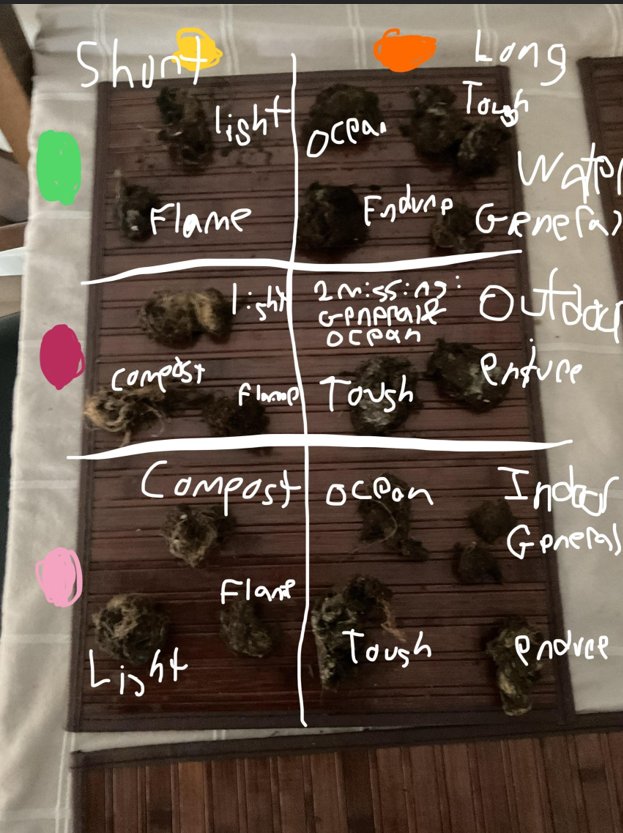
○ Percents based off how much material still remains.
| How much material remains: Types of Biofloam and Environment | Watered | Outdoor | Indoor |
|---|---|---|---|
| Flame (Short) | 60% | 80% | 50% |
| Light (Short) | 20% | 70% | 30% |
| Compost (Short) | 10% | 60% | MISSING, probably 20% |
| Ocean (Long) | 70% | MISSING, probably 100% | 100% |
| General (Long) | 30% | MISSING, probably 80% | 40% |
| Endure (Long) | 100% | 100% | 100% |
| Tough (Long) | 80% | 100% | 90% |
- Observations:
○ The Outdoor ones get hard and tough when cold outside, but become as brittle as the indoor ones when warmed up. ○ The watered ones are more pliable and have less dust released from tearing than other pots’ ones. ○ The indoor ones have the most dust in them when breaking, and are the most brittle.
- Outcome:
The snow on the outdoor pots served as insulation rather than moisture, and the outdoor pots’ Biofloams were very compact. The moisture from the watered pots served as a cementation device that resulted in the least amount of dust breaking and an increased pliability. The indoor pots did not have any weight that could compact the Biofloams like the outdoor pots from the snow, nor any moisture. That leads to the most brittle and dust releasing Biofloams from the indoor pots. Compost and Endure acted exactly like they intended to be, and most Biofloams also reacted the same way. However, specifically how Biofloams’ had brittleness and the structural integrity of the Biofloams were surprising. The brittleness was not anticipated to be higher, and the structural integrity should not have affect by the dirt imbuing into the Biofloams. The hypothesis achieved correct that only Tough and Endure were able to barely withstand decomposition and retain most of their form. Ocean being another contender was surprising but welcomed. The results were not recorded in yes or no, but depending on the percentage of the Biofloam still remaining, the results can be translated into a yes or no if the results are near 100%. General Biofloam’s putrefaction percentage median was exactly 50% as General is supposed to be the control. In comparison to General, the other 7 results were lower or higher depending on their purpose. In comparison to alternatives from background research and the material research that said the materials would last at least longer than a month, the results were drastically higher in putrefaction by almost double.
Iteration 2:
Biofloam Creation 2: Base Recipe (Logs 66 - 71)
This iteration’s purpose is to create the perfect consistency, texture, and structure of General Biofloam as a basis for the rest of the types of Biofloams.
Materials 2: ● Combination 2: ○ The increased liquid and powdery materials will create a sort of “concrete” that will bind to the fibres and create a strong structure that can be as strong as Pine Rosin in compression testing while not being as brittle. ○ General: ■ 120 g Hemp Fibres ■ 23 g Flax (Linseed) Oil ■ 4 g Charcoal powder ■ 15 g Wood ash ■ 136 g diluted Aquafaba (Chickpea Brine) ● No need for some utensils based on SOP. ● Tablespoons instead of teaspoons. SOP 2: ● Put Linseed oil and Aquafaba in a large bowl and mix thoroughly until foamy. ● Put Hemp Fibres in and mix until all the hemp fibres have been incorporated. ● Put in Charcoal and Wood ash and mix until incorporated. ● Strain any excess liquid if there. ● Dividers are not needed.
- (Log 66) Materials: (images will contain 2-3 more than needed. PPE isn’t shown again for lack of need to photograph it.)

○ PPE: rubber dishwashing gloves, lab goggles, lab coat. ○ Lab Equipment: kitchen exhaust, kitchen sink. ○ Tablespoons: in the drawer, will be cleaned after every use. ○ Utensils: freshly cleaned, cleaned 7 times per each use. ○ Digital utensils: calibrated.
- (Log 66) Biofloam just created and placed into trays.
- Errors/Observations:
○ The height of the Biofloam is inconsistent across the tray. ○ It has a resemblance to mixing concrete with tough shredded cotton. ○ This time it was more pasty and malleable than the previous iteration’s General Biofloam.
- (Log 67) 8:18 PM, \~23 hours after creation.
○ Really wet and oily. ○ The top fibres were dry.
- (Log 68) 9:03 AM, \~36 hours after creation.

○ It’s still wet and oily.
- (Log 69) 7:23 PM, \~70 hours after creation.

○ The bottom was completely wet. ○ The fibres stayed together but the foam was breaking apart.
- (Log 70) 7:18 PM, \~94 hours after creation.
○ Slightly drier than before. ○ Still wet enough to leave residue. ○ Complications from the charcoal and oils may occur from baking, but it can be tried tomorrow.
- (Log 71) 6:34 PM, using a hairdryer to dry it.
○ 6:54 PM, the material has failed to combine properly, thus it is unable to be used. The material is not even able to stay still as a structure. Thus, it will be composted and the tests Test: Biofloam Endurance 2 and Test: Biofloam Putrefaction 2 won’t be done, and no data will be collected from them.
- Outcome:
The Biofloam was too wet and oily to bind the Biofloam together, therefore rebuking the hypothesis that the wetness and oiliness will make it stick better. Aquafaba isn’t incredibly useful as it is not able to fully meringue unless some gel is added. The fibres need to be shredded up even more finely until they are completely pasty, not just pasty enough. Lastly, the charcoal and wood ash did not mix properly within the Biofloam. This combination did not work as a base recipe. There is no need to compare it to EPS or XPS, nor to any alternatives.
Iteration 3:
Biofloam Creation 3: Final Product (Logs 72 - 74)
This iteration is the finale for the best Biofloam possible.
Materials 3: ● Combination 3: ○ The results for all the types of Biofloams will be slightly lighter in weight by about 10-40% while being structurally stronger and less permeable. Flammability won’t change significantly.
| Ingredients & Types of Biofloam | General | Ocean | Flame | Tough | Light | Compost | Endure |
|---|---|---|---|---|---|---|---|
| Hemp Fibres | 15 g | 15 g | 15 g | 15 g | 15 g | 15 g | 15 g |
| Flax (Linseed) Oil | 20 ml | 35 ml | 16 ml | 20 ml | 24 ml | 24 ml | 25 ml |
| Pine Rosin (melted) | 18 g | 18 g | 20 g | 36 g | — | 10 g | 25 g |
| Charcoal Powder | 15 g | 15 g | 25 g | 15 g | — | 5 g | 15 g |
| Wood Ash | 15 g | 15 g | 25 g | 15 g | — | 10 g | 20 g |
● No need for some utensils based on SOP. SOP 3: ● Put Linseed oil and Melted Pine Rosin in a medium-large pot. Ensure the pot’s temperature is consistently at 90°C so that the Pine Rosin doesn’t harden yet till all ingredients are fully incorporated. ● Put Hemp Fibres and water in and mix with a wooden spoon until all the hemp fibres have been incorporated. ● Put in Charcoal and Wood ash and mix until incorporated. ● Repeat this process until 7 such blocks of Biofloam are made. Place the blocks in a 12 x 8.5 x 2.5 tray and let them air dry for 2-4 days. ● Cut each block into 15 equal pieces, resulting in 105 pieces. ● Dividers are not needed.
- (Log 72) Materials: (PPE isn’t shown again for lack of need to photograph it.)

○ Hemp fibres cut up with scissors. ○ Less of all the ingredients could mean that cutting into 15 pieces for \~9 cm³ might not happen, so less pieces may be made for testing.
- (Log 72) Biofloams just after creating them. (Left to Right):

○ Compost ○ Endure ○ Ocean ○ General ○ Flame ○ Light ○ Tough
- Errors/Observations:
○ Didn’t incorporate charcoal and wood ash properly. ○ Temperatures were much higher than 90°C at the start to melt the rosin quickly, but it only needed 90°C after melting to stay relatively liquid. ○ Were much stronger than before as the pine rosin was equally distributed across the Biofloams. ○ Were drier than the first iterations and the Hemp Fibres stayed glued to its respective block. ○ Overall a much greater success than the first iteration.
- (Log 74) 8:20 PM, \~23.5 hours after creation.

○ The Biofloams barely leave any substantial residue depending on what Biofloam it is, Ocean giving the most residue. ○ They are dry enough to be tested tomorrow. ○ When felt up, the Biofloams feel like how anyone would imagine the Biofloams would feel based on their names.
- (Log 75) 9:00 PM, \~48 hours after creation.

○ Slightly brittle yet still sticky surface. ○ A day more is enough to dry.
- Outcome:
The Biofloam was a dashing improvement from the first Biofloam as they are strong enough to maintain an organized form, took severely much less time to dry to about 90%, and should have better results than the previous Iteration’s Biofloams while also minimizing the cost. There is not much to say, but the mixing of the Charcoal and wood ash proved to be a hard endeavor despite mixing it with the rosin first. However, no problems arise from the non-thoroughly mixed charcoal or wood ash.
Test: Biofloam Endurance 3 (Log 75):
Hypothesis 3: ● Tough won’t be strong in Tensile strength. ● Most of them will pass the Flammability test. ● Most of them will get \~0 grams/100 grams in the Permeability test. ● Compression test results will be much higher than the first iteration’s. ● Density test results will be similar to the first iteration’s.
(No changes to materials or SOP)
○ (Photo of Final Biofloams.) ■ 1 Tough
■ 2 Light
■ 3 Flame
■ 4 General
■ 5 Ocean
■ 6 Endure
■ 7 Compost
■ 1 Tough
■ 2 Light
■ 3 Flame
■ 4 General
■ 5 Ocean
■ 6 Endure
■ 7 Compost
| Material | Density (g/cm³) | Compressive Strength (MPa) | Tensile Strength (MPa) | Permeability (g/100g) | Flammability |
|---|---|---|---|---|---|
| Ocean | 0.323 | 0.657 | 0.265 | 0.00 | Pass |
| Flame | 0.466 | 0.667 | 0.312 | 3.55 | Pass |
| Tough | 0.681 | 0.866 | 0.477 | 3.55 | Pass |
| Light | 0.108 | 0.061 | 0.056 | 53.76 | Fail |
| Compost | 0.287 | 0.225 | 0.670 | 0.00 | Fail |
| Endure | 0.358 | 0.423 | 0.321 | 10.75 | Pass |
| General | 0.287 | 0.664 | 0.545 | 0.00 | Pass |
| EPS | 0.011–0.032 | 0.07–0.25 | 0.2–0.7 | 2–3 | DANGEROUS |
| XPS | 0.032–0.045 | \~0.25 | \~0.45 | \~0.3 | DANGEROUS |
- Observations:
○ Flammability’s testing standards don’t really work on Biofloam as, in practicality, they all would simply char on the surface while perfectly protecting the interior foam. ○ They all significantly have improved results in all categories, especially compressive and tensile strength.
- Outcome:
The final Biofloam was a success in terms of how strict the materials and procedures were regulated, able to be on par with EPS/XPS in all ways except for density. The hypothesis was almost proven wrong, as Tough was one of the top 3 contenders for tensile strength, not all got 0 grams/100 grams but in terms of mode-type general, 0 grams/100 grams came up the most. Anyways, Density tests were not completely similar but slightly better. However, the hypothesis was right about Compressive strength and flammability being higher. Outliers may have occurred from the errors of different geometry of the Biofloams, and the repeated usage of the same weights stacked onto each other might have weakened them. The alternatives would’ve had similar strength results if the density of the alternatives were increased, but in terms of permeability and flammability Biofloam is superior.
Test: Biofloam Putrefaction 3 (Logs 75 - 80)
Hypothesis 3: ● The pine rosin’s even distribution in the latest Biofloams will result in even brittleness across the Biofloams. ● They will not absorb dirt into their structure and impact their structural integrity. ● The compost Biofloams might take in some dirt due to the stickiness of the Biofloams. ● Instead of measuring whether they are fully decomposed or not, it will be measured by their percentages of material left like Iteration 1’s attempt. ● The hypothesis in terms of which will survive the most is still the same as Iteration 1’s.
(No changes to materials or SOP)
(Log 75: 12:21 PM) All pots together. (Log 75: 12:21 PM) Outdoor pots in their place.
(Log 75: 12:21 PM) Outdoor pots in their place. (Log 75: 12:28 PM) Indoor pots in their place.
(Log 75: 12:28 PM) Indoor pots in their place. (Log 75: 12:29 PM) Watering pots in their place. Wasn’t watered yet.
(Log 75: 12:29 PM) Watering pots in their place. Wasn’t watered yet. (Log 75: 12:30 PM) Watering pots in their place. Were watered.
(Log 75: 12:30 PM) Watering pots in their place. Were watered. (Log 75: 12:39 PM) Freezing 7 Biofloams for Presentation day(s).
(Log 75: 12:39 PM) Freezing 7 Biofloams for Presentation day(s).
(Log 80: 11:58 AM) Biofloam pots after 17.5 days.
- Errors:
○ The weather was not the same as Biofloam Putrefaction 1’s weather, leading to a difference in the outdoor pots’ temperature.
- Results:
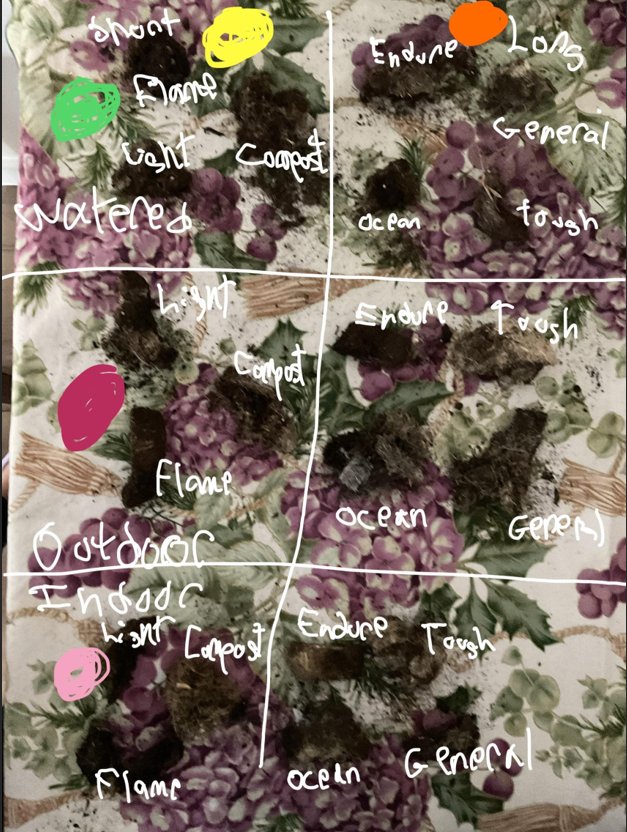
| How much material remains: Types of Biofloam and Environment | Watered | Outdoor | Indoor |
|---|---|---|---|
| Flame | 40% | 60% | 50% |
| Light | 20% | 50% | 40% |
| Compost | 10% | 30% | 20% |
| Ocean | 60% | 70% | 50% |
| General | 50% | 60% | 40% |
| Endure | 100% | 100% | 100% |
| Tough | 70% | 90% | 80% |
- Observations:
○ Mostly the same observations as Biofloam Putrefaction 1. ○ Pine rosin always decomposes first, leaving only the wood ash, charcoal, and hemp fibres behind. ○ The oil is unidentified whether or not it decomposes quickly or not, but the dust collection offers evidence that it doesn’t.
- Outcome:
The brittleness of the Biofloams didn’t increase with the better shape of the latest Biofloams. Since the latest iteration used more pine rosin than the first, it was able to show what exactly happened to the Biofloams when in relation to the pine rosin. It decomposed first and left shredded hemp fibres that must’ve used the oil in the fibres to collect dirt, which led to less dust. Some Biofloams also had spherical shapes when taken out, which showed that the pine rosin decomposed first, or otherwise their shapes would be the same. Endure was able to keep up its shape through all 3 pots, which meant that it indeed served its purpose and was able to decompose the least. On the other hand, Compost also served its purpose by being incredibly soft and shredded, decomposing the most. The images show that the Biofloams have kept more of their shape, but 50-75% of that shape consists of dirt and the actual fibres are incredibly hard to pull out without wasting time. The hypothesis was proven correct in terms of which Biofloam type will survive the most but also proven wrong in terms of how much dirt was retained and that the brittleness of the Biofloam didn’t increase nor decrease. General Biofloam’s putrefaction median is still 50%, and the other Biofloams would’ve either been below General Biofloam or above it depending on their purpose.
Cost (Log 77):
Market Research:
- How to analyze the costs of your product?
There are 5 ways to market the cost of your product according to sources (87). ● Cost-Plus pricing ● Competitive pricing ○ Co-operative pricing ○ Aggressive pricing ○ Dismissive pricing ● Price skimming ● Penetration pricing ● Value-based pricing This is the pricing graph drafted from the site, in red are remarks from the project. (Sources 87, March 27, 2025)
| Strategy | Pros | Cons |
|---|---|---|
| Cost-plus pricing | Helps to save time (Uses internal costs and profit ratios to calculate. The 3 main internal costs being materials costs, energy costs, and worker costs. Profit ratios would then be added to the base cost.) | Doesn’t consider value for the customer (The customer might not agree with the profit ratios.) |
| Competitive pricing | Co-operative pricing: Aligns with competitor prices (This is the most useful pricing for products that aren’t incredibly new or innovative as to understand the market’s competitors at the start of production.) |
Aggressive pricing: Good for businesses with healthy profit margins (For new products that are introduced\, aggressive pricing wouldn’t be manageable as there are no profit margins yet.)Dismissive pricing: Protects the business as the market leader | Too focused on what the competition is doing May lead to financial problems if the sales volume drops Makes the business vulnerable to market surprises | | Price skimming | Helps to recover development costs thanks to a higher initial price (For initial presentation of the product\, aggressive strategies like Price skimming would not work as lowering prices in the future would make the buyers believe that the product is dwindling or not worth its initial price.) | Can reduce the sales potential because of product copies | | Penetration pricing | Encourages customers to change brands (New companies take penetration pricing as the only way to market as “A new cool product for a lesser price should be the best bait.” However\, to convince people that the product is worth it\, a very low price at the start suggests either foul play or the product isn’t worth much.) | Can lead to price wars and prices that are too low | | Value-based pricing | Suitable for products that stand out\, such as high-tech products and unique services (Only after you have first evaluated the base costs of the product can you make value-based pricing. It can lead to losses if you do not know how much your product costs from internal costs.) | Bad for basic products or services that don’t stand out |
- How to find your target market?
The target market of a product is always the main groups of people who will be more forward to buying your product than others as per sources suggest (88). For example, as a salted meat seller, the target audience would be people who eat all kinds of meat, while it wouldn’t be good to sell the product in a vegetarian market. The “spray-and-pray” method is a method that targets all market segments instead of being straightforward towards a target market. This method isn’t a very effective method at the start of marketing and usually known not to be a successful method in general. To find a target market is through 3 steps: ● The audience, ● Their needs, ● Your focus. The audience are who the company will sell the best to, like in the meat seller example, people who like meat or eat a lot of it on a daily basis would be the best customers. It’s whoever benefits the most from the company. Speaking of benefits, their needs are what the company is supposed to target. Find out what specific meats they like, or what flavours they prefer. To find out so is through social media, networking, and market research. Lastly is your focus, what will the company do to get their target market to like their product? From market research, identifying the main focus of their needs from the company, the company starts selling their needs, or just one main need. A company and a customer are not brawl, so don’t try to manipulate them into buying the product. Bring trust and be respectful, treat it like a partnership and you’re simply proposing a new idea.
- What is the target audience for this project?
This project is a biodegradable foam product that is designed for packaging use only. The main people who would be interested in this product would be eco-friendly people or people who value the planet a lot. It would also do best in developed countries that can handle the price of the product, and also in countries full of vibrant nature that people desire to protect. Since it is also not permeable easily, large manufacturers would like the product better as they would usually be shipped overseas and in difficult terrain that may be exposed to high amounts of moisture. The product can also last a long time if it isn’t buried in dirt and is capable of protecting the product in the same way as EPS/XPS. The key difference in this product from other similar products is the fact that it is completely safe to make at home, vegan, and shouldn’t pose any allergic reactions. It doesn’t use any chemicals or extruders unlike most other products, and these chemicals and machinery are usually dangerous even if they are eco-friendly. This leads to factory safety protocols and usually non-humanitarian measures in third-world factories. Therefore, the audience would not only just be eco-friendly people, but also people who judge humane treatment in factories, and people who judge just how eco-friendly eco-friendly things are.
- What are the audience’s needs?
The audience has been mentioned before in background research, and the main focus for them is simply whether it can travel worldwide, whether it can defend the product properly, and if it is truly eco-friendly. Cost is not their major thing, well, it cannot be 100s of dollars for an amount of it when EPS is 20 dollars, but it can be slightly higher. People understand that the cost will be higher when it’s completely organic, vegan, and eco-friendly enough to be made at home no problem. Therefore, the needs are simply a similarly working and priced product that is environmentally viable for a foam replacement in the packaging industry.
- How to target their needs?
The main marketing tactic shouldn’t start out with eco-friendly, because that is already common for all packaging brands that are biodegradable to say. It should start out with a new way of packaging, just a new idea that is biodegradable yet also working like EPS/XPS. Like previously mentioned in background research, it matters about being open about the product, not just greenwashing everything and skipping schematics. Simply just starting with the R&D and then showing results, because people love to see growth and a grand finale, not a finale and then a showcase.
Base Cost:
The products were bought off Amazon, which means that about 50% of the costs would go to Retail since large, global companies scale up costs by 50% for a “retail” cost to support white-collar workers and shares since the base cost cannot cover the cost for such. Therefore, that will be deducted from the total cost. The cost is in CA.
| Cost and Quantities of Materials | Quantity / Mass | Cost (CAD) |
|---|---|---|
| Hemp fibres | 453 g | $10.88 |
| Flaxseed oil | 500 ml (\~460 g at density 0.92 g/ml) | $17.59 |
| Pine rosin | 226.8 g | $13.84 |
| Charcoal | 7570.8 ml (\~1.5 kg) | $17.59 |
| Wood ash | 400 g | $29.73 |
Cost per 1 gram (50% from Amazon’s cost has been deducted) Hemp fibres: $0.012/g Flaxseed oil: $0.0191/g Pine rosin: $0.0305/g Charcoal: $0.00587/g Wood ash: $0.0372/g
Total used in 8.5” x 1.7” for each Biofloam:
| Ingredients & Types of Biofloam | General | Ocean | Flame | Tough | Light | Compost | Endure |
|---|---|---|---|---|---|---|---|
| Hemp Fibres | 15 g | 15 g | 15 g | 15 g | 15 g | 15 g | 15 g |
| Flax (Linseed) Oil | 20 ml | 35 ml | 16 ml | 20 ml | 24 ml | 24 ml | 25 ml |
| Pine Rosin (melted) | 18 g | 18 g | 20 g | 36 g | — | 10 g | 25 g |
| Charcoal Powder | 15 g | 15 g | 25 g | 15 g | — | 5 g | 15 g |
| Wood Ash | 15 g | 15 g | 25 g | 15 g | — | 10 g | 20 g |
Total cost for each Biofloam when each Biofloam is 8.5” x 1.7” x 1”: General: $1.73 Ocean: $1.99 Flame: $2.15 Tough: $2.27 Light: $0.60 Compost: $1.31 Endure: $2.21
Total cost per each Biofloam per cost per centimeter cubed: General: $0.0073cm³ Ocean: $0.0084cm³ Flame: $0.0091cm³ Tough: $0.0096cm³ Light: $0.0025cm³ Compost: $0.0055cm³ Endure: $0.0093cm³
EPS/XPS cost (Dividing by half for manufacturing cost): EPS: $0.000135cm³ XPS: $0.00027cm³
Cruz foam/Edible Packing peanuts cost (Dividing by half for manufacturing cost): Cruz foam: $0.000365cm³ Edible Packing peanuts: $0.00014cm³ Molded Pulp: $0.25cm³
Final Cost:
Retail costs are twice the price for the public, but for companies that require packaging, bulk buying would result in only a 20% increase in cost. For the start of the product’s launch, it would make sense to use Penetration pricing, but it simply costs way too much to ever be below Styrofoam’s cost. At around 10-75 times price difference, from the lowest $0.0025cm³ in Biofloam still being 10 times higher than the highest of Polystyrene foam’s costs in terms of base cost, resulted in an extremely costly product. The product barely surpasses Styrofoam in properties such as compressive strength and flammability, also known in the packaging industry as XPS in various categories, yet in price it is simply not viable yet to create this product at this level without spending the bare minimum. Value-based pricing would not be useful yet unless it was incredibly persuasive enough to convince the customers to buy higher than the base cost. Therefore, the only way to market the product is to use an incredibly substantial amount of persuasion, effort, and determination.
Observations:
Iteration 1:






Iteration 2:
(No results graphs since tests were not conducted)
Iteration 3:






Results:
For each part of the Development, there have been many changes, errors, and interesting findings. The Development opened a lot of latest information despite an incredibly extensive amount of background research. The Development did indeed improve across interactions overall, but there was still an incredible amount of data lost from Iteration 2’s inability to complete the tests Biofloam Endurance 2 and Biofloam Putrefaction 2. Despite that, there are still 22 graphs worth of data for each of the 9 tests. The results of the Development segmented into 3 parts: iterations 1, 2, and 3. Iteration 1 was a great stepping stone when it came to understanding the chemistry behind making and testing Biofloams. When creating the first iteration’s Biofloams, it was astounding how the results severely contrasted the initial idea of the result of the mixture, from a colloid to a weird wet lot of fibres. The test results in Biofloam Endurance were still better than expected despite the weird Biofloams, but the weight was still significantly too high to compare to EPS. Next, when they decomposed, it was yet again surprising that the Biofloams decomposed quickly and lost their shape, but then it also showed that the composition of the Biofloam resulted in diverse types of decomposition. The iteration could have made a usable product, but it improved. Iteration 2 was a downfall in Development, but it did give answers to questions that needed answered to make an excellent product. This time around, the Biofloam were too soggy and were not even able to maintain a structure even if dried, it was impossible to evaluate it as it would reciprocate the results of testing wet and oily hemp fibres. It was pasty like wet concrete at the start, but it clearly did not result in a resilient material. However, it inspired debate and new thinking of what exactly packaging is, and whether drying a colloid like mixture was really the answer to making Biofloam. Iteration 2 did not produce data, but it gave the foundation to creating the final Biofloams, the best of all 3. Lastly, Iteration 3, overall, the best resulting Biofloam of all the 3 iterations, as expected. The answer from Iteration 2 was simply gluing the fibres together instead of submerging them in a concrete-like mixture, which just melted pine rosin. This resulted in dry Biofloams that had a great structure, hardened quickly, and kept the fibres intact within the matrix. From the latest Biofloams, the test results boosted immensely in the permeability, weight, and strength sectors while also resulting in slightly better results in flammability. In putrefaction as well, it decomposes faster while also showing that it is only the “glue” for the Biofloams that decompose quickly while the rest could last for another 2 weeks or so. This ended the Development for good. In conclusion, all parts of the Development were useful, insightful, and still beneficial to creating the most viable Biofloam that meets the hard standards set for it. The latest Biofloams were the most successful they could have been, and it would be difficult to create a better Biofloam. However, it would not be the best alternative to EPS or XPS yet, as even today many great scientists are trying hard to battle against chemical packaging. Even then, there would still be many more issues to deal with when it comes to pollution. Despite that, this Development was still a terrific addition to the many trials against pollution.
Analysis
Analysis:
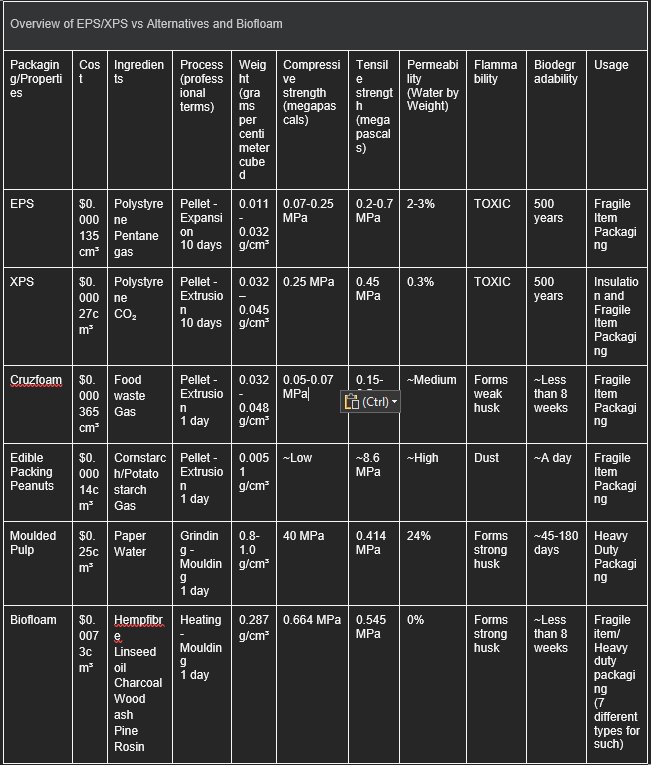
The background research and the overview comparative table above show that Biofloam is certainly a great packaging product when compared to Expanded and Extruded Polystyrene, or EPS/XPS, other alternatives, and both groups combined. Compared to EPS/XPS, Biofloam doesn’t have many similarities to them except for tensile strength and permeability. In contrast, Biofloam has a higher compressive strength by 2.6-12 times, and takes less time and energy to make, along with being a 100% vegan alternative. This is because Biofloam uses pine rosin that glues hemp fibres, charcoal, and wood ash together, significantly boosting strength. Linseed oil helps with smoothing the rosin down, so it is easier to glue the fibres and other materials together, while also lowering permeability. Charcoal and wood ash are naturally flame-proof, making them great flame retardants to battle flammability. However, EPS/XPS have a significant advantage in cost and weight. This is due to EPS/XPS pellets being expanded or extruded with gases, meaning the total amount of material used is much lower than how much Biofloam uses since it is 98% gas: thus, reducing cost and weight. Continuing forward, compared to most alternatives, Biofloam is similar in time and energy to make, tensile strength, natural ingredients, the biodegradability factor and finally non-toxic fires. Contrasting alternatives, Biofloam surpasses in compressive strength, permeability by being close to impermeable, and biodegradability. This is because of similar reasons from when compared to EPS/XPS. However, Biofloam has a higher cost and density than alternatives. This is because alternatives also expand or extrude pellets, achieving lower densities and costs. When comparing Biofloam to both EPS/XPS and alternatives, the similarity between all 3 groups is only tensile strength. However, the contrast between Biofloam versus EPS/XPS and alternatives are similar. The main point is that Biofloam has a higher cost and density than both groups, while achieving similar or superior resulting in all other categories. Approximately 5-50 times increase in density while 10-52 times increase in cost. However, it is approximately 3-100 times stronger in compressive strength, an incredibly vast range since most alternatives are 10-100 times weaker in compressive strength compared to EPS/XPS alone. This is because both EPS/XPS and most alternatives use expansion and extrusion, which is basically pumping a bunch of gas into pellets that are in high heat of around 200°C and pressure, to make cheap and light products. On the other hand, Biofloam does not use expansion or extrusion, and barely uses heat above 100°C nor pressure to create itself. Taking in the most similar product to Biofloam on the table would be moulded paper pulp, which is also an incredibly peculiar alternative on its own due to also being high in cost, density, tensile and compressive strength; only lacking in permeability and biodegradability. In summary, Biofloam is an incredibly innovative EPS/XPS alternative using an incredibly safe, time and energy efficient, but unusual procedure to form a product that is almost superior to EPS/XPS; only lacking in cost and density.
Conclusion
Conclusion:
The project became considered a success in achieving its goal of providing a viable alternative to Styrofoam, called “Biofloam” (scientifically known as XPS and sometimes EPS). The data show that it was higher than the standards required for compression strength, flammability, and permeability, while barely meeting the tensile strength standard. Unfortunately, the only 2 main things that were lost were density and cost. The outliers were only visible in the endurance testing due to the improper testing stations. The stations, however bare minimum they were, could not give industrial standard tests and 100% accurate results. In terms of the development stage, the heat source from the gas stove may have led to improper heating and outliers simply because it is not industrial level heating. The background research helped with many things, like understanding costs, human error, tests, calculations, scientific process terms, and several types of informative sources. The results showed that extensive research was useful for creating the product, but half of the research would be useful for supporting the product’s advertising and testing rather than its actual creation. In conclusion, the project was not a perfect success, but it was a viable enough alternative. The next steps when extending the project would be going beyond a humble home and using labs or factory environments to create the product, to better understand how to further improve the product. The 2 types of environments would give better data with their larger variety of testing stations and machines.
Citations
- Plastic contributes more emissions than aviation and shipping industries - RECYCLING magazine
- Plastics – fueling oil demand, climate change and pollution | United Nations
- #28 Styrofoam — HEAL THE PLANET
- The 6 Characteristics of Good Packaging | Pakfactory Blog
- 60+ Packaging industry statistics on profitability & sustainability | Woola
- The 2025 Sustainable Packaging Consumer Report
- What Are the Important Factors to Consider When Packaging Food Products?
- Balancing Cost & Sustainability in Packaging - Smart Strategies
- Overcoming Packaging Supply Chain Risks
- Maintaining worker safety on the packaging line | ISHN
- Packaging Waste Facts and Statistics
- Global Plastic Product & Packaging Manufacturing Employment Statistics | IBISWorld
- Extended Producer Responsibility Laws for Packaging Around The World
- The Latest Packaging Regulations Create Challenges & Opportunities.
- Developed country - Wikipedia
- Discovery Channel's How It's Made - Expanded Polystyrene (EPS) Products
- How it’s made - EPS insulation sheet made by an EPS block molding machine.
- How Is Polystyrene Made?
- Ethylene Production Process: From Cracking to Critical Feedstock
- ethylene.pdf
- Understanding the Industrial Production Process of Benzene
- Key Advantages of Platinum-Based Catalysts Over Iridium
- pt5_vf_version_open_access.pdf
- EPD-IES-0020112:002 XPS (EXTRUDED POLYSTYRENE) thermal insulation product
- EP3166996A1 - Methods of manufacturing extruded polystyrene foams using carbon dioxide as a major blowing agent - Google Patents
- How Factories Get Rid of Waste: Effective Disposal Methods Explained
- Polystyrene - Wikipedia
- xps-product-data.pdf
- Understanding Mechanical Properties in Metal: Types of Strength
- Expanded Polystyrene (EPS) Product Manual | Future Foams
- XPS (Extruded Polystyrene or Styrofoam) - IXL Panel
- Moisture Resistance - XPSA
- The Perils Of Polystyrene | World Centric.
- Behaviour of EPS in case of Fire
- DuPont™ Styrofoam™ Brand SM XPS Foam Insulation
- Top 5 EPS Alternatives And Their Pros and Cons
- Eco-Friendly Styrofoam Alternatives: Why Polystyrene Is Bad for the Environment
- Cruz Foam makes styrofoam alternative from shrimp shells, food waste
- The Science Behind Our Sustainable Packaging Solution | Cruzfoam
- Built to Vanish - Circular Solutions with Cruz Foam
- Packaging Peanuts Biodegradable Compostable Packing
- How 'Biofoam' Packaging is Made From Waste Wood
- Characteristics of Biodegradable Foam (Bio-foam) Made from Cassava Flour and Corn Fiber
- How are Molded-fiber Packaging Products Manufactured? - SupplyClub.
- Did You Know Environmental Conditions Can Affect Your Packaging?:
- Cruz Foam - The BoxMaker
- Compostable Packing Peanuts | U-Haul
- biofoam | bewi
- 6 points to determine the density of molded pulp - Lian Pack
- US20200239670A1 - Naturally Sourced Chitin Foam - Google Patents
- An Investigation of EPS and Starch Packing Peanuts
- Characterization of Physical and Mechanical Properties of Biodegradable Foam from Maizena Flour and Paper Waste for Sustainable
- biofoam | bewi
- Is molded pulp strong - Lian Pack
- Westside’s Cruz Foam launches new eco-friendly packaging products
- Biofoam - an overview | ScienceDirect Topics.
- What are the properties of Moulded paper pulp - Lian Pack
- Cruz Foam - MaterialDistrict
- Microsoft Word - F.00.08.11.04 SDS PLA BioFoams
- Wood Pulp - Safety Data Sheet.
- Be the Catalyst for Change, Choose Cruz Foam
- Biodegradable Packing Peanuts- What You Need To Know – Pela Case
- B.C. scientists and First Nation create decomposing ‘biofoam’ packaging from wood - BC | Globalnews.ca.
- 2-2 The Biodegradability and Compostability of Molded Pulp Products:
- Is Hemp Fabric Truly One of the Most Durable Options?
- Linen’s Environmental Benefits: Is It the Ultimate Eco-Fabric?
- The Most Perfect Vegan Marshmallows from Scratch
- Biopolymers Based on Rosin
- What Can Charcoal Reflectance Tell Us About Energy Release in Wildfires and the Properties of Pyrogenic Carbon?
- Development of wood and wood ash-based hydroxyapatite composites and their fire-retarding properties
- Linseed Oil Production Cost Analysis Reports 2025
- ASTM vs. ISO: Key Differences in Global Standards for Quality & Compliance-TESTCOO
- Compressive strength test | Concrete Testing, Cylinder Testing, Cube Testing | Britannica
- ASTM D695: Compression test plastics & composites | ZwickRoell
- ISO/IEC 25041:2012(en), Systems and software engineering — Systems and software Quality Requirements and Evaluation (SQuaRE)
- Tensile Test Experiment
- ASTM D638 and ISO 527 Standards for Tensile Strength Testing
- What is Pascal's Law - Physics
- E96 Standard Test Methods for Water Vapor Transmission of Materials
- Film and sheeting: Measuring the water vapour transmission rate using the Infrared detection method.
- ISO 2528 Water Vapor Permeability Tester for Plastic Film Package Barrier Materials
- Introduction to Permeability Testing - VJ Tech Limited.
- UL 94 OVERVIEW
- Monomer | Definition & Facts | Britannica
- Polymer - Synthetic, Macromolecules, Polymerization | Britannica
- Crosslinking Polymers: Types, Effects, Applications & Trends
- The 5 most common pricing strategies
- How to define your target market
- List of Least Developed Countries (as of 19 December 2024)
- World Economic Outlook Database - Groups and Aggregates
- Cruz Cool Cold Chain Cooler | Sustainable, Insulating, Protective
- Molded Pulp Boxes: Types Costs and Benefits
- Steam cracking for ethylene production emits over 260 million metric tons of CO2 annually, nearly 1% of the world’s 2023 total.
Acknowledgement
I would firstly start with my father, who helped me with the experiment and carrying out the heavy-duty work, like lifting weights and organising data into tables. I would then go to my mom, who helped me with my trifold for both my school's science fair and the CYSF's trifold, and also helped me understand the fundamentals of a science fair project and how to organise, carry out, and analyse a science fair. I would then go for my science teacher, also known as the CYSF coordinator for my school, Ms Davis, for advice on my project, giving great examples and helping me understand what judges require from a science fair, and helped me change my worldview and perspective on science. I would then like to thank my judges at my school's science fair for giving advice on presentational skills and how to articulate my presentation. I also thank everyone who made my sources for giving such insightful sites for me to learn and develop my product which would be an overall success. In summary, I thank everyone who helped me along the way, as you all have made not just a great product, but have also helped me become a better person.