If a widely used bioplastic (polylactic acid; PLA) is tested for structural integrity (by measuring tensile strength, creep strength, flexur
Saihaj Johal
Khalsa School Calgary Educational Foundation
Grade 7
Presentation
Hypothesis
If a widely used bioplastic (polylactic acid; PLA) is tested for structural integrity (by measuring tensile strength, creep strength, flexural strength and heat resistance) and the results were compared to a widely used conventional plastic (polyethylene terephthalate; PET), then PLA plastic will have a higher tensile strength because it has a higher MPa than PET plastic. PET will have a better creep strength because it is a more flexible and rigid plastic, unlike PLA which is stiff and brittle. PLA will have a higher flexural strength because it contains 2 properties called PN(phosphorus and nitrogen) which increase flexural strength by increasing the strength of interfacial bonds. PET will have a higher heat resistance than PLA because it has a heat deflection rate of 70°C while PLA has a heat deflection rate of 55°C.
Research
Purpose The purpose of my science fair experiment is to see which type of plastic (bioplastic or conventional plastic) has better structural integrity by measuring tensile strength, heat resistance, flexural strength, and creep strength. The PLA plastic product that will be used is PLA 3D printing plastic filament. The PET plastic product that will be used is PET 3D printing plastic filament.
What is Structural Integrity? Structural integrity is the amount of internal strength/force an object has or/and can withstand. It can be tested in many ways, but in this project it will be tested through tensility, heat resistance, flexural strength, and creep strength. Structural integrity is important to any object because it supports the object and provides a baseline to anything it can withstand or take on. To match structural integrity, material testing is when materials/objects are exposed to new loads and conditions to record behaviour and unique properties. It is done to identify applications for certain materials and check sustainability over long terms. Tensility, heat resistance, flexural strength, and creep strength are all types of material testing. Let’s take a deeper look into each of these tests.
What is Tensile Strength?
 Tensile strength is the maximum amount of force or pressure an object can be stretched before the bonds are pulled apart and deform into a longer version. PLA has an MPa(measurement unit used for stretching)of around 50-60. This is because PLA particles are big, and entangle with each other to form a strong layer of crystallinity. Crystalline networks are repeating unit cells/particles that make up an object. PET has an MPa of around 40-50. This is because of the molecular structure, which is semi crystalline, which causes them to bounce in ways so that they don’t get stuck together. Upgraded versions like PETG are better with tensility because they have glycol to help stick everything together. In general, pulling plastic changes the internal structure by ripping apart and stretching the crystalline networks. To go with tensile strength, elongation is determining a material’s elasticity before it snaps/ breaks. It is very similar to tensility because it is also a material test that measures stretching forces, but elasticity is stretching before it snaps, but tensility is the force of the object being stretched. Another material test to go with the stretching theme would be the elastic limit. Like the name suggests, elastic limit is the maximum amount of stretching an object can take before giving out.
Tensile strength is the maximum amount of force or pressure an object can be stretched before the bonds are pulled apart and deform into a longer version. PLA has an MPa(measurement unit used for stretching)of around 50-60. This is because PLA particles are big, and entangle with each other to form a strong layer of crystallinity. Crystalline networks are repeating unit cells/particles that make up an object. PET has an MPa of around 40-50. This is because of the molecular structure, which is semi crystalline, which causes them to bounce in ways so that they don’t get stuck together. Upgraded versions like PETG are better with tensility because they have glycol to help stick everything together. In general, pulling plastic changes the internal structure by ripping apart and stretching the crystalline networks. To go with tensile strength, elongation is determining a material’s elasticity before it snaps/ breaks. It is very similar to tensility because it is also a material test that measures stretching forces, but elasticity is stretching before it snaps, but tensility is the force of the object being stretched. Another material test to go with the stretching theme would be the elastic limit. Like the name suggests, elastic limit is the maximum amount of stretching an object can take before giving out.
What is Heat Resistance? Heat resistance is the temperature or amount of heat an object can withstand. PLA has a particularly low heat resistance due to its crystallization rate. PLA is semicrystalline, which has a low molecular rate. The higher the molecular rate, the higher the amount of heat that can be resisted. PET has a higher molecular rate than PLA, so it will have a higher heat resistance. Heat also causes bonds to break in different patterns, which is why melting something makes it into a different shape each time.Not to mention, PLA has a heat deflection temperature of 55°𝐶 while PET has a heat deflection rate of 70°𝐶. In general, when a plastic is put against flames, the crystalline network is burned which causes the piece to either burn or fall off. If it is just in the plain air, it will burn and catch fire, but if it is boiled, it will turn soft and fall apart.
What is Creep Strength? Creep strength means the amount of stress an object can withstand while hanging a constant load over a period of time in a set temperature. They usually solely depend on the stress and temperature. If the set temperature is very high, PLA will give out first and PET will win the test. Even the weight or amount of load can affect the creep because if it is too heavy, PLA will win due to its higher tensile strength. The bonds in the PLA plastic will react to the tensility and slowly stretch out, while the PET plastic bonds will quickly stretch apart and rip before the PLA plastic does. Creep strength is a part of viscoelasticity. Viscoelasticity is when a material describes properties that are both viscous and elastic. Viscous means a fluid-like, time dependent flow, and elastic is the ability of an object to go back to its original form after deformation. Creep plays a big role in viscoelasticity because it is the constant stress over a period of time that can ruin elasticity and change it to plasticity(when a material cannot return back to its original form after deformation).
What is Flexural Strength?
 Flexural strength is the ability to resist deformation under a hanging load without causing permanent damage(it is more of a bending force than pulling). When a material is put through a flexural test and deforms very much, but doesn’t break, it is called flexural strength yield. Although very similar to creep and tensile tests, it is different because creep is constant stress over periods of time and tensility is the maximum amount of force an object can withstand by being stretched before deforming.
Flexural strength is the ability to resist deformation under a hanging load without causing permanent damage(it is more of a bending force than pulling). When a material is put through a flexural test and deforms very much, but doesn’t break, it is called flexural strength yield. Although very similar to creep and tensile tests, it is different because creep is constant stress over periods of time and tensility is the maximum amount of force an object can withstand by being stretched before deforming.
What is PLA?
PLA stands for polylactic acid. It is one of a select handful of plastics that are made of biodegradable material, their main ingredients being sugar cane and/or corn starch. Not just for environmentally safe reasons, PLA is very popular because it has similar characteristics to highly effective plastics consisting of polypropylene(PP), polyethylene(PLA), and polystyrene(PS). Not just for the features, it contains properties such as phosphorus and nitrogen that increase the strength of interfacial bonds. Interfacial bonds are the connection between different materials in a composite. Not just phosphorus and nitrogen, the chemical formula for PLA plastic is C3H4O2. Some advantages of PLA filament is that it is one of the easiest filaments to 3D print. Not to mention, since it is biodegradable and plant deranged, it is safe to use in plastic containers, bottles, even medical equipment. Furthermore, it is easily modifiable and comes in many appearances with different features. Although it has a low heat resistance, heat resistant modifiers help PLA plastic withstand scorching temperatures of 110 degrees celsius. Although it seems like an indestructible material, PLA has its disadvantages. Processing the plants and organic material can be very hard and requires much machinery, manwork, and pollution. Not to mention, without many upgrades or help from other materials, it is brittle and very prone to fire and burns.

What is PET?
PET stands for polyethylene terephthalate. Unlike PLA, it is not biodegradable and takes years to decompose. This causes a harmful effect on the environment and fills up oceans, water bodies, and landfills. PET plastics are used to make a wide variety of products in larger amounts compared to PLA which requires many organic materials to create not as big proportions. Not only for those reasons, PET is easily recycled and can be made into carpets, sleeping bags, and winter jackets. Some advantages are that it is lightweight, sturdy, and easy to work with. Since it is made out of many synthetics and tested various times before the product is set for sale, it is chemical safe and can be safely used for food and beverage containers without risk of disease or illness. It is also used for “stainless” items because it is resistant to alcohol, grease, and diluted acids. It is also used to replace glass in many countries because it is not prone to cracks and requires force to show physical deformation. PET is used to process machinery components, wheels, rollers, and can even be mixed with cotton to make synthetic material that accurately changes temporarily according to moisture levels. If you thought this was special, is this actually normal for PET plastic because it is usually always modified or changed to mix with other materials to form a thin, flexible layer of plastic.

Comparing and Contrasting both Plastics Although PLA and PET are different in many ways, they also have their similarities. To start it off, it is very easy to make and use by manufacturers which makes them very accessible across many companies. They are also reliable to use as food packaging as PET doesn’t stain from many different substances that could stain normal plastic, and PLA is biodegradable and plant deranged. But as I mentioned, they are different in many ways. PET is harder to make good use for the environment without recycling while PLA plastic is biodegradable and breaks down in the soil. Not to forget, PLA is dull in color, while PET is shiny and outstanding. Also, PET is strong, durable, and flexible while PLA is brittle and hard.
How will each Test be Conducted? To test the tensile strength, the filament(2m)will be duct taped to a platform and a bag will be hanging under it. The filament has to support the weight of the bag as 5lb dumbbells are put into it. The time interval until the next dumbbells will be put in is 5 seconds. Once the filament starts to stretch or snap, the bag will be taken off the filament and the amount of weights will be counted. Research shows that the MPa of PLA is around 50-60, which is higher than PET. It has an MPa of around 40-50. This shows that PET has a lower tensile strength and a thesis can be made that PLA will have a higher tensile strength than PET.
To test heat resistance, both filaments will be taped to platforms that are 150 cm away from each other. A hair straightener will be put at 80°C and the straightener will be clamped for 15 seconds. If the filament doesn’t melt apart from the other piece, it will be put at 150°C and if it survives that as well, it will be put at 225°C for 15 seconds. According to research, PET has a way higher heat deflection temperature than PLA. PET has a heat deflection temperature of around 70 degrees celsius while PLA is almost halfway at the boiling point of water at 55 degrees celsius. This shows that the straightener will have more effect on the PLA plastic because it cannot resist the scorching temperatures that PET can.
To test flexural strength, we will use a 3 point bending test. Find 2 platforms that are 10cm away from each other. Get a 12cm piece of filament and tape each end to a platform. A bag will be hanging from it. In a similar way to the tensility test, 5lb weights will be put into the bag. A new weight will be put in until the filament starts to snap or stretch. You will want to record whether the filament stretched and then broke or if it instantly broke.
To test creep strength, the exact same test as the flexural strength test will take place, but with a little less weight than it was required for the flexural test results to start coming in. Leave it to sit and come back to it after an hour, 12 hours and 24 hours. Record the elongation of the filament.
Variables
Controlled: Controlled for all tests:
- Brand of PLA filament (eSun PLA basic filament 1.75mm diameter)
- Brand of PET filament (eSun PET basic filament 1.75mm diameter)
Controlled for each individual test:
- Tensility test:
- Filament length (200cm)
- Room temperature (20°𝐶)
- Bag used to carry weights
- Rate at which mass is added
- Flexural test:
- Distance between supports (150cm)
- Location of hanging load (centre)
- Filament length (180cm)
- Room temperature (20°𝐶)
- Creep test:
- Distance between supports (150cm)
- Mass of hanging weight (15lb)
- Test duration (24 hours)
- Temperature (20°𝐶)
- Filament length: (180cm)
- Measurement intervals (1 hr, 12 hours, 24 hours)
- Heat resistance test:
- Hair straightener used
- Heat intervals (80, 150 and 225°𝐶)
- Heating rate
- Filament length (180cm)
Manipulated: Manipulated for all tests:
- Type of filament (PLA or PET)
Test Conditions:
- Heat resistance:
- Temperature of the filament (°𝐶)
- Tensile strength:
- Amount of weights(lb)
- Flexural strength
- Weight at snap(lb)
- Creep strength:
- Amount bent(cm)
Responding:
- Tensility test:
- Maximum force before snapping (lb)
- Flexural test:
- Load at failure (lb)
- Creep test:
- Amount of elongation (cm)
- Heat resistance:
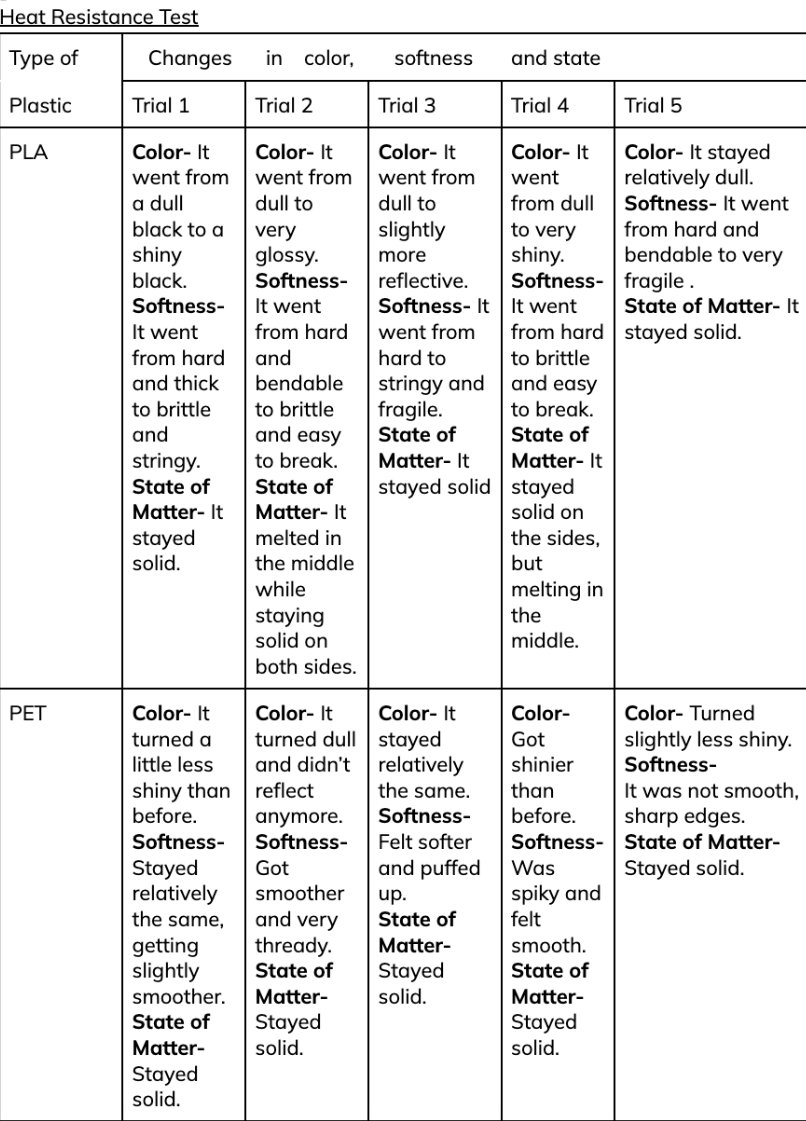
- Changes in color, state of matter and softness when exposed to high heat
Uncontrolled:
- Humidity- can weaken filament
Procedure
Tensile Test:
- Gather all materials.
- Using scissors and a metre stick, cut a 200cm long piece of the PLA filament.
- Using tape, strongly secure one end of the filament to the bag.
- Using tape, secure the other end of the filament to the top of the 3m platform.
- Place cushions underneath the now hanging bag (drop zone).
- Gently place (not drop) one 5lb dumbbell into the bag.
- Record observations as you add weight. Note how the filament acts right before snapping.
- Continue adding weights until the filament snaps.
- Record the amount of mass it took for the filament to snap.
- Repeat steps 1-9 for the PET filament.
- Carry out five trials each for both the PLA and the PET filament.
Flexural Test:
- Gather all materials.
- Using scissors and a metre stick, cut a 180cm strip of the PLA filament.
- Using the metre stick, measure out and place the two level platforms 150cm away from each other.
- Place the filament through the handles of the bag.
- Using tape, secure each end of the filament to one platform, ensuring that the filament is tightly bound.
- Move the bag so that it is in the centre of the suspended filament.
- Place a cushion under the bag.
- Place a 5lb dumbbell in the bag (be careful not to drop any weights).
- Record observations as you add weight. Note how the filament acts right before snapping.
- Continue adding weights until the filament snaps.
- Record the amount of mass it took for the filament to snap.
- Repeat steps 1-10 with the PET filament.
- Carry out five trials each for both the PLA and the PET filament.
Creep test:
- Gather all materials.
- Using scissors and a metre stick, cut a 180cm strip of the PLA filament.
- Using the metre stick, measure out and place the two level platforms 150cm away from each other.
- Place the filament through the handles of the bag.
- Using tape, secure each end of the filament to one platform, ensuring that the filament is tightly bound.
- Move the bag so that it is in the centre of the suspended filament.
- Place 2 5lb dumbbells in the bag.
- Record observations for the suspended filament after 1 hour, 12 hours and 24 hours.
- Using the metre stick, measure how much the filament stretched after the 24 hour period.
- Subtract this number from the initial filament length, 180cm.
- Record the resulting number as the amount of elongation.
- Repeat steps 1-11 with the PET filament.
- Carry out five trials each for both the PLA and the PET filament.
Heat resistance test:
- Gather all materials.
- Using scissors and a metre stick, cut a 180cm strip of the PLA filament.
- Using the metre stick, measure out and place the two level platforms 150cm away from each other.
- Using tape, secure each end of the filament to one platform, ensuring that the filament is tightly bound.
- Take your hair straightener and at 80°C, clamp both ends together and hold it for 15 seconds (always conduct with adult supervision as you can burn yourself).
- Take your hair straightener and at 150°C, clamp both ends together and hold it for 15 seconds (always conduct with adult supervision as you can burn yourself).
- Take your hair straightener and at 225°C , clamp both ends together and hold it for 15 seconds (always conduct with adult supervision as you can burn yourself).
- Record changes in softness, color, and state of matter.
- Repeat steps 1-9 for PET filament.
- Carry out five trials each for both the PLA and the PET filament.
Observations
Tensile Strength PET
- Trial One- Once 15lb were put in the bag, the filament started stretching, and ultimately collapsed before the next 5lb dumbbell was put in the bag.
- Trial Two- At 10lb, 1lb dumbbells were put in the bag and 4lb worth of 1lb dumbbells were put in the bag before the filament ultimately snapped at 14lb.
- Trial Three- Once 15lb was put in the bag, a 1lb dumbbell was put inside the bag instead of a 5 lb dumbbell, ultimately making the bag filament snap at 16lb.
- Trial Four- As the last trial, a 1lb dumbbell was put and the bag after 15lb and the filament snapped at 16lb.
- Trial Five- At 15lb, the filament snapped.
PLA
- Trial One- Once 20lb were put in the bag, the filament started making many snapping noises before finally breaking.
- Trial Two- Once 20lb was reached, a 1lb dumbbell was put in the bag to ultimately make it snap at 21lb.
- Trial Three- As the second trial, the filament snapped at 21lb.
- Trial Four- Once 15lb was put in the bag, 4lb worth of 1lb dumbbells were put in the bag to make the filament ultimately snap at 19lb.
-
Trial Five- Once 4 5lb dumbbells were put in the bag, the filament snapped at 20lb. Flexural Strength PET
- Trial One- Once 5lb was put into the bag, 1lb dumbbells were put into the bag and at 3 1lb dumbbells the filament snapped at 8lb.
- Trial Two- Once 5lb was put into the bag, 1lb dumbbells were put into the bag and at 5 1lb dumbbells, the filament snapped.
- Trial Three- Once 5lb was put into the bag, 1lb dumbbells were put into the bag and at 4lb worth of dumbbells, the filament snapped.
- Trial Four- Same as the last trial, the filament snapped at 9lb.
- Trial Five- Once 5lb was put into the bag, 1lb dumbbells were put into the bag and at 3 1lb dumbbells the filament snapped at 8lb.
PLA * Trial One- Once 10lb was put in the bag, the filament snapped. * Trial Two- Once 10lb was put in the bag, 2 1lb dumbbells were put in the bag to make the filament snap at 12lb. * Trial Three- Once 10lb was put in the bag, a single pound dumbbell was put in the bag to make the filament snap at 11lb. * Trial Four- Once 10lb was put in the bag, the filament snapped. * Trial Five- Once 10lb was put in the bag, the filament snapped.
Creep Strength PET * Trial One- After 1 hour, it stretched 2cm, after 12 it stretched 6cm, and after 24 hours, it stretched 14 cm. * Trial Two- After 1 hour, it stretched 3cm, after 12 it stretched 9cm, and after 24 hours it stretched 16cm. * Trial Three- After 1 hour, it stretched 2cm, after 12 it stretched 5cm, and after 24 hours it stretched 12cm. * Trial Four- After 1 hour, it stretched 4cm, after 12 it stretched 9cm, and after 24 hours it stretched 17cm. * Trial Five- After 1 hour, it stretched 3cm, after 12 it stretched 7cm, and after 24 hours it stretched 13cm.
PLA * Trial One- After 1 hour, it stretched 2cm, after 12 it stretched 3cm, and after 24 hours, it stretched 10 cm. * Trial Two- After 1 hour, it stretched 1cm, after 12 it stretched 4cm, and after 24 hours, it stretched 13 cm. * Trial Three- After 1 hour, it stretched 2cm, after 12 it stretched 3cm, and after 24 hours, it stretched 11 cm. * Trial Four- After 1 hour, it stretched 3cm, after 12 it stretched 4cm, and after 24 hours, it stretched 10 cm. * Trial Five- After 1 hour, it stretched 2cm, after 12 it stretched 4cm, and after 24 hours, it stretched 12 cm.
Heat Resistance PET * Trial One- No effects to filament at 80°C, slight disfigurement at 150°C and at 250°C, it melted. * Trial Two- Little shape changes at 80°C, and at 150°C, it melted. * Trial Three- No effects to filament at 80°C, visible disfigurement at 150°C and at 250°C, it melted. * Trial Four- No effects to filament at 80°C, slight disfigurement at 150°C and at 250°C, it melted. * Trial Five- Small changes in shape at 80°C, and melted at 150°C. PLA * Trial One- Major disfigurement at 80°C and melted at 150°C. * Trial Two- Slight changes at 80°C, major disfigurement at 150°C, and melted at 250°C. * Trial Three- Melted at 80°C. * Trial Four- Visible disfigurement at 80°C, and melted on the last second of 150°C.
Data
Analysis



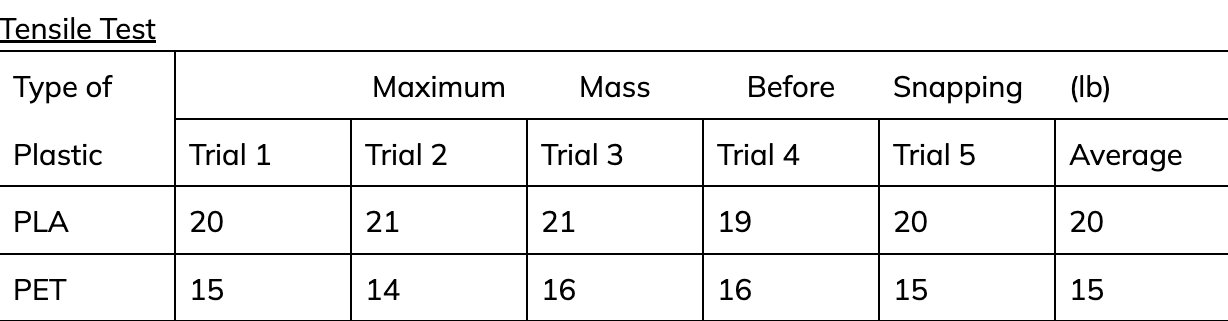
Tensile Strength For tensile strength, the first trial ended with the PLA plastic snapping at 20lb and the PET plastic at 15lb. The second trial ended with the PLA plastic snapping at 21lb and the PET plastic at 14lb. The third trial ended with the PLA plastic snapping at 21lb and the PET plastic at 16. The fourth trial ended with the PLA plastic snapping at 19lb and the PET plastic snapping at 16lb. The fifth trial ended with the same results as the first trial.
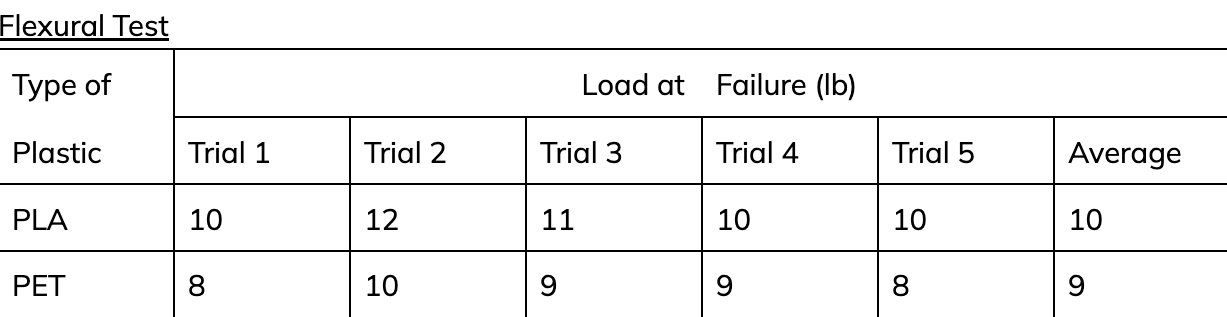
Flexural Strength For flexural strength, the first trial ended with the PLA plastic snapping at 10lb and the PET plastic at 8lb. The second trial ended with the PLA plastic snapping at 12lb and the PET plastic at 10lb. The third trial ended with the PLA plastic snapping at 11lb and the PET plastic at 9lb. The fourth trial ended with the PLA plastic snapping at 10lb and the PET plastic snapping at 9lb. The fifth trial ended with PLA plastic snapping at 10lb and the PET plastic snapping at 8lb.
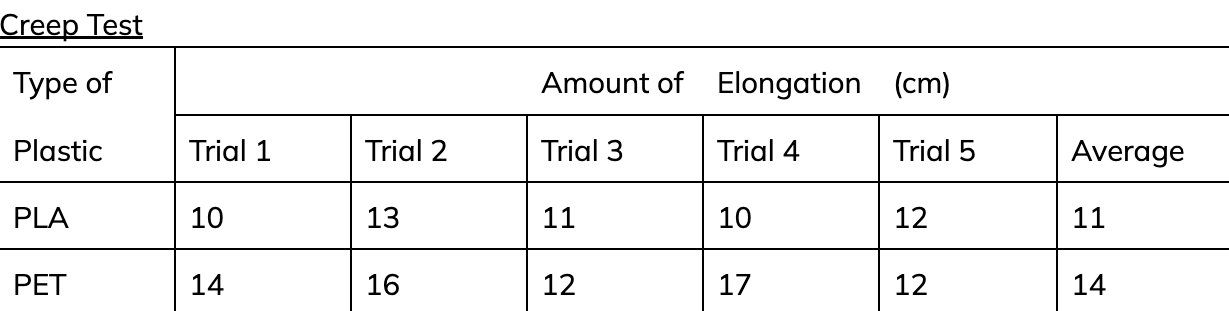
Creep Test For the creep test, the first trial ended with the PLA plastic bending 10cm and the PET plastic bending 14cm. The second trial ended with the PLA plastic bending 13cm and the PET plastic bending 16cm. The third trial ended with the PLA plastic bending 11cm and the PET plastic bending 12cm. The fourth trial ended with the PLA plastic bending 10cm and the PET plastic bending 17cm. The fifth trial ended with the PLA plastic bending 12cm and the PET plastic bending 13cm.
Heat Resistance For heat resistance, the first trial ended with the PLA plastic melting at 150°C and the PET plastic at 225°C. The second trial ended with the PLA plastic melting at 225°C and the PET plastic at 150°C. The third trial ended with the PLA plastic melting at 80°C and the PET plastic melting at 225°C. The fourth trial ended with the PLA plastic melting at 150°C and the PET plastic melting at 225°C. The fifth trial ended with both plastics melting at 150°C.
Conclusion
For tensile strength, my hypothesis, which was that PLA would have a better tensile strength, was correct. It averaged a weight of 20lb without snapping while PET averaged snapping at 15lb. This is because it has properties like phosphorus and nitrogen and has a high tensile strength. For flexural strength, my hypothesis, which was that PLA would have a better flexural strength, was correct. Different from tensile strength, instead of pulling/stretching until it snaps, flexural strength is testing how much a material can bend before snapping. wIt averaged a weight of 10lb without snapping while PET averaged snapping at 9lb. This is because of a high tensile strength and has properties like phosphorus and nitrogen. For creep strength, my hypothesis, which was that PET would have a better creep strength, was wrong. PLA averaged bending only 11cm while PET averaged bending 14cm. I said that PET would win because it is made of strong, flexible material, while PLA is weak and brittle, but it survived, due to element compounds like phosphorus and nitrogen that increase flexibility rates.. For heat resistance, my hypothesis, which was that PET would have a better heat resistance, was right. PET averaged melting at 195°C while PLA averaged melting at only 150°C. This is because of PET’s crystalline molecular structure and high heat deflection rate.
Application
Around the world, many programs and organizations are spreading the message of saving the world. With bioplastics that are easy to make and are renewable, it makes a huge difference in how much pollution that we create as a society. Testing bioplastics is important because we need to find qualities that it lacks compared to conventional plastics so that we can one day replace conventional plastics with bioplastics. Some improvements in bioplastics that can be made to make them ultimately take over conventional plastics are my adding polymers to increase heat recovery and using reinforcing fillers to overcome tensile strength. And although it might be better in properties, it will need to have a lower cost compared to conventional plastics to take it over. Bioplastics right now cost around a dollar and a half to 3 dollars and a half per pound while conventional plastics cost around half to a singular dollar per pound.
Sources Of Error
Much improvements could have been made in my project. For example, the bag in the creep and flexural test might have not been directly in the middle, which could have caused buckling or early deformation. To solve this problem, a ruler could have been used to measure the direct centre of the filament strips between the 2 platforms. Not to mention, many plastic filaments of all kinds usually have manufacturing additives to help resist heat or give better tensile strength. Not to forget, as mentioned in the uncontrolled variables, the humidity could have weakened the filament during any stretching period or increased melting rate. To solve this issue, we kept the house temperature exactly at 21 degrees over the whole period of the experiment. To reduce error in the experiment as a whole, 5 trials were taken instead of the usual 3.
If I were to use the information I got from this project and implement it into another, similarly related project, it would probably be testing other material tests such as compression, friction, puncture and tear to see if they perform well in other properties. If it were to be implemented in a research project though, it would most likely be a study of all the different properties and elemental compounds that make up the 2 plastics and how they create such staggering results in their own perspective. I would keep the errors from this project in mind and ensure I make improvements to my project design to produce results as accurate as I can.
Citations
Ultimaker. (2025, March 21). PETG vs PLA vs ABS: 3D Printing Strength Comparison. UltiMaker. Retrieved January 17, 2026, from https://ultimaker.com/learn/petg-vs-pla-vs-abs-3d-printing-strength-comparison/
Prime. (2023, June 26). Bioplastics and conventional plastics: comparative analysis. Prime biopolymers. Retrieved Jan 17, 2026, from https://primebiopol.com/bioplasticos-y-plasticos-convencionales-un-analisis-comparativo/?lang=en
How sustainable is PLA. (n.d.). Filamentive. Retrieved 17 Jan, 2026, from https://www.filamentive.com/how-sustainable-is-pla/
Sybridge. (2021, June 7). Know Your Materials: Polyethylene Terephthalate (PET). SyBridge Technologies. Retrieved January 17, 2026, from https://sybridge.com/know-your-materials-pet/
What is PLA? (Everything You Need To Know). (n.d.). TWI. Retrieved January 17, 2026, from https://www.twi-global.com/technical-knowledge/faqs/what-is-pla
Polygenus, T. (2025, March 7). How PLA Melting Point Influences 3D Printing. Wevolver. Retrieved January 17, 2026, from https://www.wevolver.com/article/pla-melting-point
PubMed. (2025, August 13). Evaluation of PLA and PETG as 3D-Printed Reference Materials for Compressive Strength Testing. National Library of Medicine. Retrieved January 17, 2026, from https://pmc.ncbi.nlm.nih.gov/articles/PMC12387354/#:\~:text=PLA%20showed%20higher%20initial%20compressive,in%20test%20results%20after%20aging
Jansen, J. A. (n.d.). Plastics – It’s All About Molecular Structure. The Madison Group. Retrieved January 17, 2026, from https://madisongroup.com/wp-content/uploads/2022/09/PE-Sept-Consultants-Corner.pdf
McClements, D., & Keane, P. (2024, February 23). 21 Different Types of Material Testing. Xometry. Retrieved January 18, 2026, from https://www.xometry.com/resources/materials/material-testing/
Creep - Strength (Mechanics) of Materials. (n.d.). Engineers Edge. Retrieved January 18, 2026, from https://www.engineersedge.com/material_science/creep.htm
What Is Flexural Strength? Why It's Crucial in Engineering? Why It's Crucial in Engineering. (2024, June 8). HLC Metal Parts Ltd. Retrieved January 18, 2026, from https://www.hlc-metalparts.com/news/what-is-flexural-strength-78043665.html
Matweb. (n.d.). Flexural Strength Testing of Plastics. MatWeb. Retrieved January 18, 2026, from https://www.matweb.com/reference/flexuralstrength.aspx#:\~:text=The%20flexural%20strength%20of%20a,to%20resist%20deformation%20under%20load.
Port. (n.d.). Defining Flexural Properties in Plastics. Port Plastics. Retrieved January 18, 2026, from https://portplastics.com/blog/defining-flexural-properties-in-plastics/
Effect of Modification of Flax Fibers with Silanes and Polysiloxanes on the Properties of PLA-Based Composites. (2023, November 20). ResearchGate. Retrieved January 18, 2026, from https://www.researchgate.net/publication/376714175_Effect_of_Modification_of_Flax_Fibers_with_Silanes_and_Polysiloxanes_on_the_Properties_o f_PLA-Based_Composites
McClements, D. (2022, November 11). PLA (Polylactic Acid): Definition, Applications, and Different Types. Xometry. Retrieved January 18, 2026, from https://www.xometry.com/resources/materials/what-is-pla/
Li, S. (2020). Designing interfacial chemical bonds towards advanced metal-based energy-storage/conversion materials. ScienceDirect. Retrieved January 18, 2026, from https://www.sciencedirect.com/topics/engineering/interfacial-bond#:\~:text=Interfacial%20bond%20is%20defined%20as,coupling%20agents%20or%20specific%20coatings
Acknowledgement
First and foremost, I would like to thank my mom, Jagdeep Johal, for encouraging me throughout my project and keeping me stable in my project. There were times when I panicked and just wanted to restart the entire topic, but my mom stayed with me to get through the project. Next, I would like to thank my sister, Simran Johal, for being a supportive mentor and appreciative helper. She gave me guidelines on what to do throughout the project when I could get my mind off the first word. She lead me and told me what to do when I felt like I did enough, and pushed me to create the project before our eyes. Not to mention, I would like to thank my dad for buying me all the materials need to conduct this project. He made sure all of my project materials came in time and bought me whatever I needed for the project. Lastly, I would like to thank Mrs. Aulakh, the teacher who chose me to come to this science fair and share my findings. She gave fine, complete instructions with due dates to keep me on track and allow me to create this project. Thank you very much to my mom, sister, dad, and Mrs. Aulakh.